Dlaczego precyzyjne definiowanie chropowatości jest dziś ważniejsze niż kiedykolwiek
Współczesny przemysł opiera się na coraz bardziej zaawansowanych technologiach i materiałach, gdzie nawet najmniejsze niedoskonałości mogą mieć znaczący wpływ na funkcjonowanie całego systemu. Precyzyjne określanie chropowatości powierzchni nie jest już tylko kwestią estetyki, ale fundamentalnym wymogiem technicznym. Struktura powierzchni elementu decyduje o jego kluczowych właściwościach użytkowych, takich jak tarcie, które wpływa na zużycie, czy szczelność połączeń, która jest krytyczna dla działania systemów hydraulicznych i pneumatycznych. Ponadto, chropowatość ma bezpośredni wpływ na odporność materiału na korozję oraz jego wytrzymałość zmęczeniową zbyt duże nierówności mogą stać się inicjatorami pęknięć. W globalnej gospodarce, gdzie komponenty pochodzą z różnych źródeł, ustandaryzowane normy chropowatości są fundamentem zapewniającym jakość, wymienność części i minimalizującym ryzyko kosztownych reklamacji oraz awarii. Dlatego właśnie dokładne definiowanie chropowatości jest dziś ważniejsze niż kiedykolwiek.
Jak struktura powierzchni wpływa na żywotność i niezawodność komponentów maszyn
Nierówności powierzchni, tworzące jej chropowatość, odgrywają kluczową rolę w wielu aspektach pracy komponentów maszyn. Zbyt duża chropowatość często prowadzi do zwiększonego tarcia między współpracującymi elementami, co skutkuje szybszym zużyciem i skróceniem żywotności części. Z drugiej strony, powierzchnia o bardzo małej chropowatości może utrudniać utrzymanie ciągłości filmu smarnego, co również negatywnie wpływa na zużycie. W przypadku elementów uszczelniających, zarówno statycznych, jak i dynamicznych, odpowiednia chropowatość jest absolutnie kluczowa dla zapewnienia szczelności i zapobiegania wyciekom. Ponadto, wierzchołki nierówności na powierzchni mogą działać jako koncentratory naprężeń, co znacząco obniża wytrzymałość zmęczeniową materiału i zwiększa ryzyko powstawania pęknięć. Chropowatość wpływa również na przyczepność powłok ochronnych, takich jak lakiery czy powłoki antykorozyjne, a także może sprzyjać tworzeniu się ognisk korozji.
Rola norm w zapewnieniu globalnej jakości i eliminacji kosztownych błędów produkcyjnych
Ustandaryzowane normy chropowatości powierzchni stanowią uniwersalny język inżynierów i technologów na całym świecie. Zapewniają one jednolitość wymagań i ich interpretacji, co jest nieocenione w międzynarodowej współpracy produkcyjnej i logistycznej. Normy te są podstawowym narzędziem kontroli jakości, umożliwiającym weryfikację, czy wykonane elementy spełniają założone kryteria techniczne. Precyzyjne specyfikowanie chropowatości zgodnie z obowiązującymi standardami pozwala na skuteczną redukcję braków produkcyjnych i minimalizację kosztów związanych z poprawkami czy odrzutami. Co więcej, normy te stanowią solidną podstawę do projektowania procesów technologicznych, optymalizacji ich parametrów oraz doboru odpowiednich narzędzi i metod obróbki, co przekłada się na efektywność i rentowność produkcji.
[search_image]Normy chropowatości PN-EN ISO 21920Przewodnik po normach chropowatości: Co każdy inżynier i technolog musi wiedzieć
Zrozumienie aktualnych standardów dotyczących chropowatości powierzchni jest absolutnie kluczowe dla każdego profesjonalisty pracującego w branży inżynieryjnej, od projektanta po operatora maszyn. W Polsce, podobnie jak na całym świecie, normy te ewoluowały, aby sprostać rosnącym wymaganiom precyzji i jakości. Szczególnie istotne jest zapoznanie się z wprowadzoną w czerwcu 2022 roku serią norm PN-EN ISO 21920, która kompleksowo reguluje te zagadnienia, zastępując wcześniejsze, często stosowane standardy.
Ewolucja standardów: Od starych norm PN do nowej ery PN-EN ISO 21920
Historia normowania chropowatości powierzchni jest długa i obejmuje wiele etapów dostosowywania się do postępu technologicznego. W Polsce przez lata opieraliśmy się na normach krajowych, które następnie były harmonizowane z normami europejskimi i międzynarodowymi. Wśród popularnych i szeroko stosowanych standardów, które obecnie zostały zastąpione, należy wymienić normę PN-EN ISO 1302:2004, dotyczącą oznaczeń na rysunkach technicznych, oraz PN-EN ISO 4288:2011, która określała metody pomiaru parametrów chropowatości. Konieczność ujednolicenia globalnych standardów i wprowadzenia bardziej kompleksowego podejścia do specyfikacji chropowatości doprowadziła do opracowania i wdrożenia nowej serii norm PN-EN ISO 21920.
PN-EN ISO 21920: Kluczowe założenia i zmiany, które musisz znać od 2022 roku
Nowa seria norm PN-EN ISO 21920, wprowadzona w czerwcu 2022 roku, stanowi przełom w sposobie definiowania i specyfikowania chropowatości powierzchni. Składa się ona z trzech części, które wspólnie tworzą kompleksowe ramy dla wszystkich aspektów związanych z chropowatością od terminologii, przez parametry, aż po metody pomiarowe i oznaczenia. Najważniejszą zmianą jest ujednolicenie podejścia i zastąpienie wielu wcześniejszych, fragmentarycznych norm. Wprowadzono nowe definicje i sposoby oznaczania, które mają na celu zapewnienie większej precyzji i jednoznaczności w komunikacji technicznej. Ta nowa seria norm jest kluczowa dla wszystkich, którzy zajmują się projektowaniem, produkcją i kontrolą jakości.
Czy stare "klasy chropowatości" (N1-N12) mają jeszcze jakiekolwiek znaczenie
System 14 klas chropowatości, oznaczanych od N1 do N14, był przez wiele lat powszechnie stosowany w polskiej inżynierii, między innymi na mocy normy PN-58/M-04252. Chociaż ten system formalnie nie jest już stosowany w nowej dokumentacji technicznej i został zastąpiony przez bezpośrednie określanie wartości parametrów takich jak Ra czy Rz, wciąż można się z nim spotkać. Jest on obecny na starszych rysunkach technicznych, a także w języku potocznym wśród doświadczonych inżynierów i technologów. Należy jednak pamiętać, że przy tworzeniu nowej dokumentacji lub interpretacji istniejących rysunków, zawsze należy odnosić się do aktualnych norm PN-EN ISO, które operują konkretnymi wartościami liczbowymi parametrów chropowatości.
[search_image]Porównanie parametrów Ra i Rz chropowatościParametry Ra i Rz bez tajemnic: Jak poprawnie je interpretować
Parametry Ra i Rz to dwa podstawowe wskaźniki, które pozwalają nam opisać i skwantyfikować chropowatość powierzchni. Ich prawidłowe zrozumienie i interpretacja są absolutnie kluczowe dla każdego inżyniera, technologów i kontrolera jakości, ponieważ bezpośrednio wpływają na funkcjonalność i niezawodność produkowanych elementów.
Ra – Średnie arytmetyczne odchylenie: Kiedy ten parametr jest wystarczający, a kiedy może wprowadzać w błąd
Parametr Ra, czyli średnie arytmetyczne odchylenie profilu, jest definiowany jako średnia arytmetyczna odległości punktów profilu od linii średniej na danym, określonym odcinku pomiarowym. Jest to parametr historycznie bardzo popularny w Polsce, charakteryzujący się łatwością pomiaru i szerokim zastosowaniem. Jednakże, ze względu na swoją uśredniającą naturę, Ra może być mylący. Nie oddaje on pełnego obrazu profilu powierzchni, ponieważ nie uwzględnia pojedynczych, głębokich rys ani wysokich wierzchołków, które mogą mieć krytyczne znaczenie dla funkcjonalności elementu. W sytuacjach, gdzie obecność pojedynczych defektów jest niedopuszczalna, sam parametr Ra może okazać się niewystarczający do pełnej oceny jakości powierzchni.
Rz – Maksymalna wysokość profilu: W jakich zastosowaniach jest absolutnie niezbędny
Parametr Rz, zgodnie z nową normą ISO 4287, określa maksymalną wysokość profilu chropowatości, czyli odległość między najwyższym wierzchołkiem a najgłębszym dołkiem w obrębie odcinka pomiarowego. Warto zaznaczyć, że w poprzednich normach symbol Rz oznaczał wysokość według dziesięciu punktów, co było popularne np. w normach niemieckich, a maksymalna wysokość profilu określana była jako Ry. Obecnie, w kontekście normy PN-EN ISO 21920, Rz jako maksymalna wysokość profilu jest parametrem krytycznym w wielu zastosowaniach. Jest on szczególnie ważny dla powierzchni ślizgowych, elementów współpracujących z uszczelkami, a także tam, gdzie obecność głębokich rys może prowadzić do koncentracji naprężeń lub problemów z uszczelnieniem. Dla takich zastosowań Rz jest parametrem absolutnie niezbędnym.
Ra vs Rz: Praktyczne porównanie i przybliżona zależność między parametrami
Porównując parametry Ra i Rz, należy podkreślić, że dostarczają one odmiennych informacji o profilu powierzchni. Ra daje ogólne pojęcie o średniej wielkości nierówności, podczas gdy Rz informuje o maksymalnym zakresie tych nierówności. W praktyce, Rz jest zazwyczaj kilkukrotnie większe od Ra, choć nie istnieje stały, uniwersalny przelicznik między tymi wartościami, ponieważ zależy on od charakteru profilu powierzchni. W zależności od specyfiki zastosowania, inżynierowie mogą decydować o stosowaniu jednego z tych parametrów lub obu jednocześnie, aby uzyskać pełniejszy obraz stanu powierzchni. Często dla powierzchni krytycznych stosuje się oba parametry, aby zapewnić zarówno ogólną jakość, jak i brak nieakceptowalnych, głębokich defektów.
Inne istotne parametry (Rt, Rq, Rp): Kiedy warto je specyfikować
Poza powszechnie stosowanymi parametrami Ra i Rz, istnieje szereg innych wskaźników chropowatości, które mogą być istotne w specyficznych zastosowaniach. Parametr Rt (Całkowita wysokość profilu) jest podobny do Rz, ale uwzględnia całą wysokość profilu na danym odcinku pomiarowym. Parametr Rq (Średnia kwadratowa odchylenia profilu) jest często preferowany w badaniach naukowych i analizach statystycznych ze względu na swoje właściwości matematyczne, lepiej oddając rozkład nierówności. Z kolei Rp (Maksymalna wysokość wierzchołka profilu) jest ważny dla powierzchni stykowych, gdzie istotne jest, jak wysokie są wystające punkty profilu. Specyfikowanie tych dodatkowych parametrów jest uzasadnione, gdy standardowe Ra i Rz nie dostarczają wystarczających informacji do oceny funkcjonalności lub niezawodności elementu w danym zastosowaniu.
[search_image]Oznaczenia chropowatości na rysunku technicznym ISO 21920Jak czytać oznaczenia chropowatości na rysunku technicznym? Praktyczny poradnik
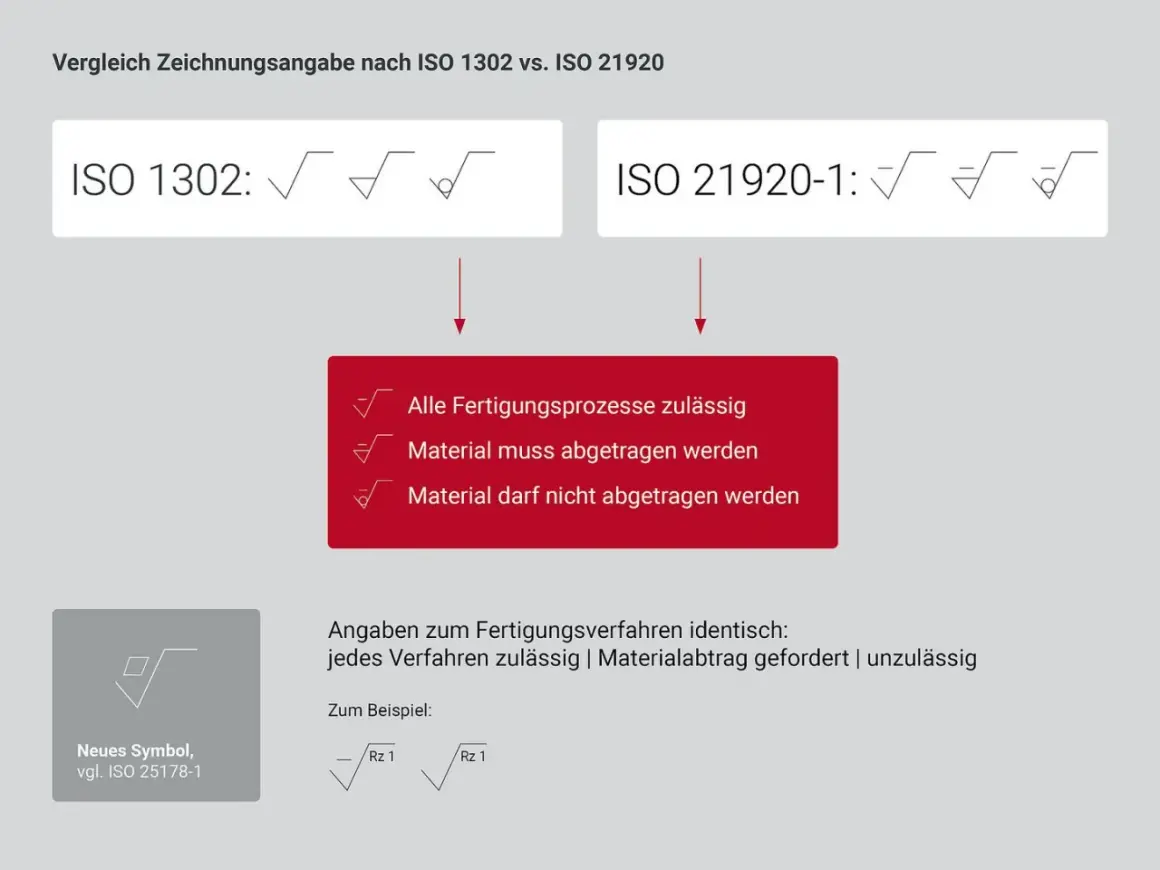
Prawidłowa interpretacja symboli chropowatości na rysunkach technicznych jest absolutnie kluczowa dla każdego procesu produkcyjnego i kontroli jakości. Nowa norma PN-EN ISO 21920-1 wprowadziła pewne zmiany w symbolice, które warto dokładnie poznać, aby uniknąć błędów i zapewnić zgodność z wymaganiami projektu.
Anatomia nowego symbolu wg PN-EN ISO 21920 – co oznacza każdy element znaku
Nowy symbol chropowatości zgodnie z PN-EN ISO 21920-1 jest bardziej rozbudowany i precyzyjny. Najbardziej charakterystyczną nowością jest pozioma kreska dodana nad tradycyjnym "daszkiem" symbolu. Ta kreska ma kluczowe znaczenie i informuje o specyficznych wymaganiach dotyczących powierzchni. W różnych pozycjach wokół tego symbolu umieszcza się wartości parametrów chropowatości, takich jak Ra czy Rz, a także informacje o wymaganej metodzie obróbki, kierunkowości struktury powierzchni oraz inne dodatkowe wymagania. Ważną zmianą jest również rezygnacja z przedrostka "max" przed wartością liczbową podana wartość jest teraz domyślnie traktowana jako maksymalna dopuszczalna.
Gdzie umieszczać wartości, symbole obróbki i kierunkowości? Krok po kroku
Umieszczanie informacji wokół symbolu chropowatości wymaga precyzji. Wartość parametru chropowatości (np. 0.8 Ra) zazwyczaj umieszcza się w pozycji nad poziomą kreską symbolu. Wymagania dotyczące obróbki, takie jak "bez usuwania materiału" lub konkretna metoda (np. frezowanie, szlifowanie), umieszcza się w pozycji po prawej stronie symbolu. Symbol kierunkowości struktury powierzchni (np. X dla śladów krzyżujących się pod kątem 45-90 stopni, M dla wielokierunkowych, H dla równoległych do linii rzutu) umieszcza się w pozycji poniżej poziomej kreski. Precyzyjne rozmieszczenie tych elementów jest kluczowe dla prawidłowej interpretacji rysunku przez wykonawcę.
Jak oznaczyć wymagania dla całej powierzchni, a jak dla wybranych fragmentów
W przypadku, gdy wymagania dotyczące chropowatości mają dotyczyć całej powierzchni elementu, stosuje się ogólne oznaczenie umieszczone zazwyczaj w prawym górnym rogu rysunku lub w ramce rysunkowej. Jeśli jednak tylko określone fragmenty lub powierzchnie elementu podlegają specyficznym wymaganiom chropowatości, należy je wyraźnie zaznaczyć na rysunku za pomocą linii wskazujących i umieścić odpowiedni symbol chropowatości bezpośrednio przy tej wskazanej powierzchni. Pozwala to uniknąć nieporozumień i zapewnia, że tylko wymagane powierzchnie zostaną poddane specjalnej obróbce lub kontroli.
Analiza przykładów: Oznaczenia dla powierzchni po frezowaniu, toczeniu i szlifowaniu
Przyjrzyjmy się kilku praktycznym przykładom oznaczeń chropowatości dla różnych metod obróbki:
- Powierzchnia toczona: Typowe oznaczenie może wyglądać następująco: symbol z poziomą kreską, nad nią wartość np. 1.6 Ra, a po prawej stronie symbol metody obróbki (np. symbol toczenia) oraz symbol kierunkowości struktury powierzchni (np. L dla równoległej do osi obrotu).
- Powierzchnia frezowana: Dla powierzchni frezowanej, oznaczenie może zawierać np. 3.2 Ra, symbol metody frezowania oraz symbol kierunkowości struktury powierzchni (np. X dla śladów krzyżujących się).
- Powierzchnia szlifowana: W przypadku szlifowania precyzyjnego, wartość może być znacznie niższa, np. 0.4 Ra. Symbol metody szlifowania oraz odpowiedni symbol kierunkowości (często M dla wielokierunkowej) będą towarzyszyć wartości chropowatości.
- Powierzchnia polerowana: Dla powierzchni polerowanych, osiągających bardzo niskie wartości chropowatości (np. 0.1 Ra), oznaczenie będzie zawierać symbol polerowania i odpowiednią kierunkowość.
Każdy z tych przykładów ilustruje, jak szczegółowe informacje zawarte w symbolu chropowatości pozwalają na precyzyjne określenie wymagań produkcyjnych.
[search_video]Dobór chropowatości powierzchni w inżynieriiJak dobrać właściwą chropowatość do funkcji elementu i metody obróbki
Dobór odpowiedniej chropowatości powierzchni to zawsze kompromis między wymaganiami funkcjonalnymi elementu a kosztami jego produkcji. Zbyt wysoka precyzja obróbki znacząco podnosi koszty, podczas gdy zbyt niska może prowadzić do problemów z działaniem i trwałością. Kluczowe jest zrozumienie, jakie wartości są realnie osiągalne dla danej metody obróbki i jakie wymagania stawia przed elementem jego przeznaczenie.
Tabela chropowatości a technologia: Jakie wartości Ra można realnie osiągnąć różnymi metodami
Poniższa tabela przedstawia orientacyjne wartości chropowatości Ra, jakie można osiągnąć przy zastosowaniu różnych metod obróbki. Należy pamiętać, że są to wartości przybliżone i mogą się różnić w zależności od konkretnych parametrów procesu, użytych narzędzi i materiału.| Metoda obróbki | Typowy zakres Ra [µm] | Typowy zakres Rz [µm] |
|---|---|---|
| Obróbka zgrubna (toczenie, frezowanie) | 10 - 80 | 40 - 300 |
| Obróbka wykańczająca (toczenie, frezowanie) | 2.5 - 10 | 10 - 40 |
| Szlifowanie | 0.8 - 2.5 | 4 - 10 |
| Honowanie | 0.2 - 1.6 | 1 - 5 |
| Polerowanie | 0.05 - 0.4 | 0.2 - 2 |
| Superfinishing | 0.01 - 0.2 | 0.05 - 1 |
Jak widać, metody obróbki zgrubnej pozwalają na uzyskanie jedynie wysokich wartości chropowatości, podczas gdy procesy takie jak polerowanie czy superfinishing są niezbędne do osiągnięcia bardzo niskich wartości Ra i Rz.
Praktyczne przykłady: Dobór chropowatości dla powierzchni ślizgowych, uszczelniających i pasowanych
Dobór chropowatości powinien być ściśle powiązany z funkcją elementu:
- Powierzchnie ślizgowe/łożyskowe: Wymagają one zazwyczaj umiarkowanej chropowatości, która pozwala na utworzenie i utrzymanie filmu smarnego, minimalizując jednocześnie zużycie. Typowe wartości to Ra od 0.4 do 1.6 µm, często z dodatkowym wymaganiem dotyczącym kierunkowości struktury powierzchni.
- Powierzchnie uszczelniające: Dla uszczelnień statycznych, gdzie kluczowa jest szczelność, stosuje się zazwyczaj niższe wartości chropowatości, np. Ra poniżej 0.8 µm, a czasem nawet poniżej 0.2 µm. Dla uszczelnień dynamicznych, gdzie istotne jest również tarcie, dobór jest bardziej złożony i może wymagać wartości Ra w zakresie 0.2-0.8 µm.
- Powierzchnie pasowane: W przypadku pasowań ciasnych, gdzie wymagana jest wysoka dokładność wymiarowa i dopasowanie, chropowatość powierzchni ma znaczenie dla łatwości montażu i trwałości połączenia. Zazwyczaj stosuje się tu wartości Ra od 0.8 do 3.2 µm, w zależności od tolerancji pasowania.
- Powierzchnie estetyczne/dekoracyjne: Tutaj często priorytetem jest wygląd, a co za tym idzie, bardzo niska chropowatość, np. Ra poniżej 0.1 µm, często uzyskana przez polerowanie lub inne metody wykończeniowe.
Przeczytaj również: Cykl życia produktu - jak maksymalizować zyski i unikać pułapek?
Najczęstsze błędy przy specyfikowaniu chropowatości i jak ich unikać, by oszczędzić czas i pieniądze
Popełnianie błędów przy specyfikowaniu chropowatości może prowadzić do niepotrzebnych kosztów i problemów z jakością. Oto najczęstsze z nich:
- Przespecyfikowanie: Dobieranie zbyt niskiej chropowatości (np. Ra 0.1 µm) tam, gdzie nie jest to konieczne funkcjonalnie. Prowadzi to do znaczącego wzrostu kosztów obróbki, ponieważ wymaga zastosowania droższych metod wykończeniowych.
- Niedospecyfikowanie: Określanie zbyt wysokiej chropowatości, która nie spełnia wymagań funkcjonalnych elementu. Skutkuje to problemami z tarciem, zużyciem, szczelnością lub wytrzymałością, co może prowadzić do awarii.
- Używanie przestarzałych norm: Stosowanie klas chropowatości N1-N12 w nowej dokumentacji technicznej. Jest to niezgodne z aktualnymi standardami i może prowadzić do nieporozumień.
- Błędna interpretacja parametrów: Nierozumienie różnic między Ra a Rz i niewłaściwe stosowanie tych parametrów. Może to skutkować niedostateczną kontrolą jakości lub nadmiernymi wymaganiami.
- Brak uwzględnienia metody obróbki: Specyfikowanie chropowatości, której nie da się realnie osiągnąć przy użyciu dostępnych lub planowanych metod obróbki. Wymaga to kosztownych zmian technologicznych lub prowadzi do produkcji niezgodnej.
Unikanie tych błędów poprzez dokładne zrozumienie norm, funkcji elementu i dostępnych technologii jest kluczowe dla efektywnej i ekonomicznej produkcji.