Karta kontrolna to jedno z podstawowych narzędzi statystycznego sterowania procesem (SPC), które pozwala nam na bieżąco monitorować stabilność i przewidywalność naszych działań. Jest to proste, ale niezwykle potężne narzędzie graficzne, które pomaga odróżnić naturalną zmienność procesu od tej wynikającej z konkretnych problemów. Dzięki niej możemy nie tylko reagować na pojawiające się odchylenia, ale przede wszystkim zapobiegać im, co jest kluczowe dla utrzymania wysokiej jakości w produkcji i usługach.
Karta kontrolna: Co to jest i dlaczego stała się kluczem do stabilnej jakości?
Karta kontrolna to fundamentalne narzędzie w arsenale statystycznego sterowania procesem (SPC). Jej głównym celem jest monitorowanie zmienności procesu w czasie i, co najważniejsze, wizualne odróżnianie przyczyn losowych od przyczyn specjalnych. Przyczyny losowe to naturalna, nieunikniona zmienność każdego procesu, którą trudno wyeliminować. Przyczyny specjalne natomiast to sygnały, że coś w procesie poszło nie tak jakiś konkretny problem, który wymaga naszej uwagi i interwencji.
Więcej niż wykres – jak proste narzędzie rewolucjonizuje zarządzanie procesami
Na pierwszy rzut oka karta kontrolna może wydawać się zwykłym wykresem. Jednak jej siła tkwi w systematycznym podejściu do zarządzania jakością, które umożliwia. Pozwala ona nie tylko identyfikować problemy, gdy już się pojawią, ale przede wszystkim działać proaktywnie. Dzięki regularnemu monitorowaniu możemy wcześnie wykryć subtelne zmiany, zanim przerodzą się one w poważne odchylenia, co otwiera drogę do ciągłego doskonalenia i optymalizacji naszych operacji.
Od Waltera Shewharta do Przemysłu 4.0: Krótka historia monitorowania jakości
Koncepcja kart kontrolnych narodziła się w 1924 roku dzięki pracy Waltera A. Shewharta, który jako pierwszy zastosował to narzędzie w laboratoriach Bell Telephone. Jego wizja polegała na wprowadzeniu naukowego podejścia do kontroli jakości, co było rewolucyjne w tamtych czasach. Od tamtej pory karty kontrolne stały się kamieniem węgielnym systemów zarządzania jakością na całym świecie. Dziś, w erze Przemysłu 4.0, gdzie dane płyną strumieniami, karty kontrolne nadal odgrywają kluczową rolę, integrując się z nowoczesnymi systemami monitorowania i analizy procesów.
Zrozumieć zmienność: Różnica między przyczynami losowymi a specjalnymi, którą musisz znać
Kluczem do efektywnego wykorzystania kart kontrolnych jest zrozumienie różnicy między dwoma rodzajami zmienności. Przyczyny losowe to naturalny "szum" procesu, wynikający z drobnych, nieprzewidywalnych fluktuacji. Są one nieodłączną częścią każdego procesu i ich całkowite wyeliminowanie jest często niemożliwe lub nieopłacalne. Z drugiej strony mamy przyczyny specjalne, które są sygnałem, że proces został zakłócony. Mogą to być błędy operatora, awarie maszyn, zmiany w surowcach czy inne nieprzewidziane zdarzenia. Identyfikacja i eliminacja tych specjalnych przyczyn jest celem, który karty kontrolne pomagają nam osiągnąć.
Anatomia karty kontrolnej: Jak czytać i interpretować kluczowe elementy?
Każda karta kontrolna, niezależnie od jej typu, składa się z kilku fundamentalnych elementów, które dostarczają nam kluczowych informacji o stanie monitorowanego procesu. Zrozumienie ich znaczenia jest niezbędne do prawidłowej interpretacji danych i podejmowania właściwych decyzji.
Linia Centralna (CL): Serce Twojego procesu
Linia Centralna, oznaczana jako CL (Central Line), stanowi serce każdej karty kontrolnej. Jest to linia prosta, zazwyczaj umieszczona na środku wykresu, która reprezentuje średnią wartość lub oczekiwany poziom monitorowanego procesu. Działa ona jako punkt odniesienia dla wszystkich kolejnych pomiarów. Jeśli proces działa stabilnie, większość punktów powinna oscylować wokół tej linii.
Granice kontrolne (UCL i LCL): Gdzie kończy się stabilność, a zaczyna problem?
Obok linii centralnej znajdują się dwie kluczowe linie: Górna Granica Kontrolna (UCL - Upper Control Limit) i Dolna Granica Kontrolna (LCL - Lower Control Limit). Te granice są zazwyczaj wyznaczane na podstawie historycznych danych procesu i stanowią umowne granice stabilności statystycznej. Najczęściej są one umieszczone w odległości trzech odchyleń standardowych (sigma) od linii centralnej. Punkty pomiarowe, które przekraczają te granice, są silnym sygnałem, że proces wymyka się spod kontroli i wymaga natychmiastowej analizy.
Punkty pomiarowe: Co tak naprawdę mówią dane o Twoim procesie?
Każdy punkt naniesiony na kartę kontrolną reprezentuje pojedynczy pomiar lub wartość średnią z grupy pomiarów wykonanych w określonym czasie. Położenie tych punktów względem linii centralnej oraz granic kontrolnych dostarcza nam cennych informacji. Jeśli punkty układają się w sposób chaotyczny, ale mieszczą się w granicach, proces jest prawdopodobnie stabilny. Jednak pojawienie się punktów poza granicami, trendów czy innych nietypowych wzorców może świadczyć o problemach.
Którą kartę kontrolną wybrać? Przewodnik po najważniejszych typach
Wybór odpowiedniego typu karty kontrolnej jest kluczowy dla skutecznego monitorowania procesu. Karty te dzielimy na dwie główne kategorie, w zależności od rodzaju danych, które chcemy analizować: dane mierzalne (ciągłe) i dane atrybutowe (alternatywne).
Gdy dane można zmierzyć: Karty dla zmiennych ciągłych (X-R, X-s, I-MR)
Te karty są przeznaczone do monitorowania cech, które można zmierzyć za pomocą przyrządów, takich jak waga, długość, temperatura, ciśnienie czy czas. Są one niezwykle użyteczne w procesach produkcyjnych, gdzie kluczowe są precyzyjne parametry.
- Karta X-R (średniej i rozstępu): Jest to najczęściej stosowany typ karty dla danych ciągłych. Monitoruje ona zarówno średnią wartość procesu (X), jak i jego zmienność, mierzoną za pomocą rozstępu (R - różnica między wartością maksymalną a minimalną w próbce).
- Karta X-s (średniej i odchylenia standardowego): Podobna do karty X-R, ale zamiast rozstępu wykorzystuje odchylenie standardowe (s) do pomiaru zmienności. Jest często stosowana, gdy wielkość próbek jest większa niż zazwyczaj.
- Karta pojedynczych obserwacji (I-MR): Ta karta jest używana w sytuacjach, gdy pobieramy tylko jedną próbkę na raz, co jest częste w procesach, gdzie pomiar jest kosztowny lub czasochłonny. Składa się z dwóch części: karty indywidualnych obserwacji (I) i karty ruchomego rozstępu (MR).
Gdy oceniasz zgodność: Karty dla atrybutów (p, np, c, u)
Karty te służą do analizy danych, które można sklasyfikować jako "zgodne" lub "niezgodne", "dobre" lub "złe". Są one idealne do monitorowania procesów, gdzie liczymy defekty, błędy lub procent wadliwych produktów.
- Karta p: Monitoruje frakcję (czyli procent) jednostek niezgodnych w danej próbce. Jest używana, gdy wielkość próbki może się zmieniać.
- Karta np: Podobnie jak karta p, monitoruje liczbę jednostek niezgodnych, ale zakłada stałą wielkość próbki.
- Karta c: Służy do liczenia liczby niezgodności w pojedynczej jednostce produktu lub jednostce obserwacji. Na przykład, możemy liczyć liczbę zarysowań na obudowie telefonu.
- Karta u: Monitoruje liczbę niezgodności na jednostkę, ale jest stosowana, gdy wielkość jednostki obserwacji (np. powierzchnia, czas) może się różnić między próbkami.
Schemat decyzyjny: Jak dopasować rodzaj karty do charakteru Twoich danych?
Aby wybrać właściwą kartę kontrolną, warto zadać sobie kilka kluczowych pytań:
- Jakiego rodzaju dane zbieram? Czy są to wartości mierzalne (np. waga, temperatura) czy klasyfikacje (np. zgodny/niezgodny, dobry/zły)?
- Jeśli dane są mierzalne, jak monitoruję zmienność? Czy interesuje mnie rozstęp, odchylenie standardowe, czy może pojedyncze obserwacje?
- Jeśli dane są atrybutowe, co dokładnie liczę? Czy liczę liczbę wadliwych produktów, czy może liczbę defektów na produkt?
- Czy wielkość mojej próbki jest stała, czy zmienna? To pytanie jest szczególnie ważne przy wyborze kart atrybutowych (p vs np, c vs u).
Odpowiedzi na te pytania pomogą Ci jednoznacznie wskazać, który typ karty kontrolnej będzie najbardziej odpowiedni do monitorowania Twojego konkretnego procesu.
Od teorii do praktyki: Jak stworzyć i wdrożyć kartę kontrolną krok po kroku?
Wdrożenie kart kontrolnych w praktyce może wydawać się skomplikowane, ale postępując zgodnie z kilkoma kluczowymi krokami, możemy skutecznie zacząć monitorować nasze procesy i czerpać z tego wymierne korzyści.
Krok 1: Zbieranie danych – jak zapewnić ich wiarygodność?
Pierwszym i fundamentalnym krokiem jest zebranie wiarygodnych danych. Musimy dokładnie określić, jakie parametry procesu chcemy monitorować i w jaki sposób będziemy je mierzyć. Ważne jest, aby dane były reprezentatywne dla normalnego funkcjonowania procesu. Należy ustalić, jak często będą pobierane próbki, jaka będzie ich wielkość i kto będzie odpowiedzialny za pomiary. Dobre planowanie zbierania danych to podstawa sukcesu.Krok 2: Obliczanie linii centralnej i granic kontrolnych (z przykładami)
Gdy mamy już zebrane dane, możemy przystąpić do obliczenia kluczowych parametrów karty kontrolnej. Linia centralna (CL) zazwyczaj jest średnią arytmetyczną zebranych danych. Górna i dolna granica kontrolna (UCL i LCL) są obliczane na podstawie odchylenia standardowego tych danych, zazwyczaj mnożąc je przez trzy. Dokładne wzory zależą od typu karty kontrolnej, ale ogólna koncepcja pozostaje taka sama: określamy, jaki zakres zmienności jest akceptowalny. Wiele kalkulacji można wykonać ręcznie, ale dla większych zbiorów danych warto skorzystać z arkuszy kalkulacyjnych, takich jak Excel, lub specjalistycznego oprogramowania SPC.
Krok 3: Wizualizacja danych i uruchomienie monitoringu
Po obliczeniu CL, UCL i LCL, możemy nanieść zebrane dane na wykres karty kontrolnej. Każdy punkt pomiarowy jest umieszczany w odpowiednim miejscu na osi czasu. Od tego momentu rozpoczynamy ciągły monitoring. Obserwujemy, jak nowe punkty układają się na wykresie. Kluczowe jest zwracanie uwagi na wszelkie odchylenia od normy, które mogą sygnalizować problemy.
Poradnik dla początkujących: Tworzenie karty kontrolnej X-R w Excelu
Stworzenie prostej karty kontrolnej X-R w Excelu jest bardziej przystępne, niż mogłoby się wydawać. Oto uproszczony przewodnik:
- Przygotuj dane: W kolumnach umieść kolejne próbki danych. W każdej próbce powinny znaleźć się wartości mierzone.
- Oblicz średnią (X) i rozstęp (R) dla każdej próbki: Użyj funkcji `ŚREDNIA()` do obliczenia średniej oraz funkcji `MAX()` i `MIN()` do obliczenia rozstępu (R = MAX - MIN).
- Oblicz ogólną średnią (CL): Oblicz średnią ze wszystkich obliczonych średnich próbek (X). To będzie Twoja Linia Centralna (CL).
- Oblicz granice kontrolne (UCL, LCL): To najtrudniejszy krok bez specjalistycznych narzędzi. Ogólnie rzecz biorąc, potrzebujesz średniego rozstępu (R_średnie) i współczynników zależnych od wielkości próbki. Dla uproszczenia, możesz poszukać gotowych szablonów kart kontrolnych w Excelu, które automatyzują te obliczenia.
- Stwórz wykres: Zaznacz dane (średnie X i rozstępy R) oraz obliczone linie CL, UCL, LCL, a następnie wstaw wykres liniowy.
Pamiętaj, że to uproszczony opis. Bardziej zaawansowane obliczenia mogą wymagać użycia dodatkowych funkcji lub dodatków do Excela.
Twój proces wymyka się spod kontroli! 7 sygnałów alarmowych, których nie możesz zignorować
Samo narysowanie karty kontrolnej to dopiero początek. Prawdziwa wartość tkwi w jej interpretacji. Istnieje kilka kluczowych sygnałów, które powinny wzbudzić naszą czujność i skłonić do analizy, nawet jeśli punkty mieszczą się w granicach kontrolnych.
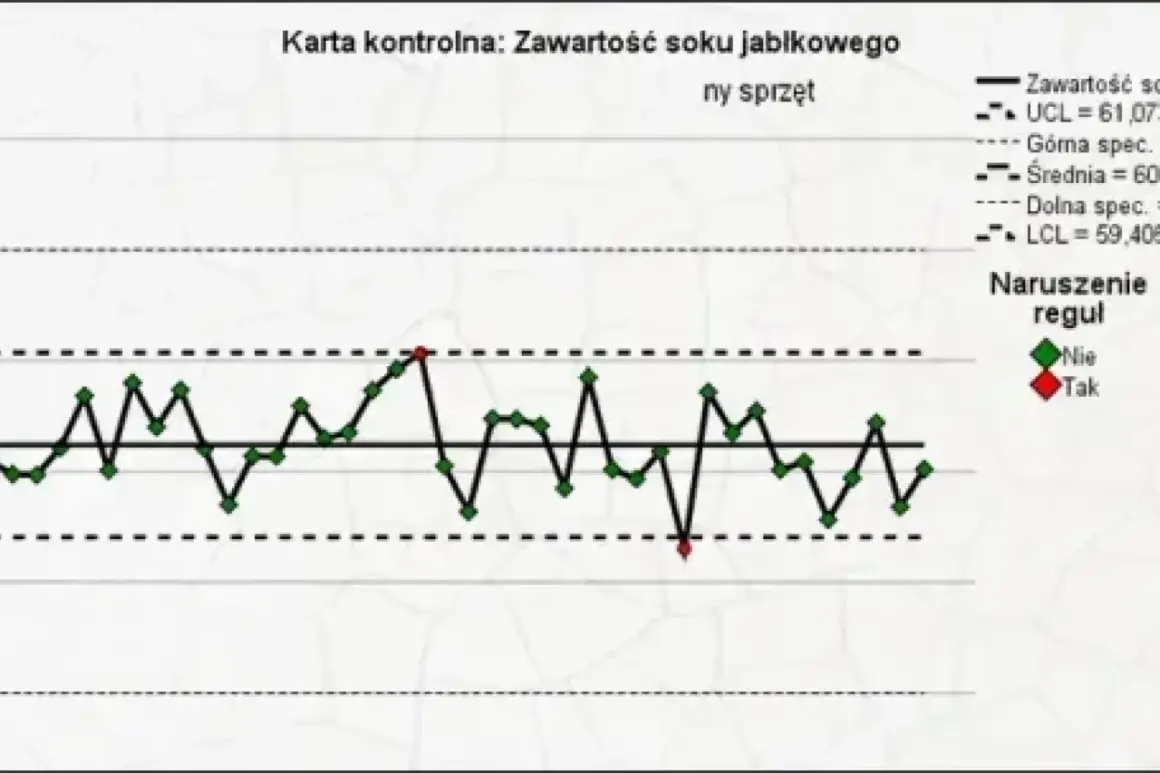
Punkt poza granicami kontrolnymi – najbardziej oczywisty sygnał problemu
To najbardziej oczywisty i alarmujący sygnał. Jeśli jakikolwiek punkt pomiarowy znajdzie się powyżej górnej granicy kontrolnej (UCL) lub poniżej dolnej granicy kontrolnej (LCL), oznacza to, że proces na pewno wymknął się spod statystycznej kontroli. W takiej sytuacji należy natychmiast przerwać proces, zbadać przyczynę i podjąć działania korygujące, zanim wyprodukujemy więcej wadliwych wyrobów.
Reguła serii: Gdy kilka punktów z rzędu układa się po jednej stronie linii centralnej
Innym ważnym sygnałem jest tzw. "reguła serii". Jeśli na przykład 7, 8 lub 9 kolejnych punktów pomiarowych znajduje się po tej samej stronie linii centralnej (CL), nawet jeśli wszystkie mieszczą się w granicach kontrolnych, jest to silny wskaźnik, że w procesie zaszła jakaś systematyczna zmiana. Może to oznaczać, że linia centralna przesunęła się, a proces stał się mniej stabilny.
Wykrywanie trendów: Co oznacza, gdy punkty systematycznie rosną lub maleją?
Podobnie jak reguła serii, trend jest sygnałem stopniowej, ale stałej zmiany w procesie. Jeśli zauważymy, że na przykład 6 kolejnych punktów systematycznie rośnie lub maleje, nawet jeśli nadal mieszczą się one w granicach kontrolnych, powinniśmy się tym zainteresować. Taki trend może sygnalizować narastający problem, który wkrótce doprowadzi do wyjścia poza granice kontrolne.
Inne niepokojące wzorce, które świadczą o ukrytych problemach w procesie
Oprócz wyżej wymienionych, istnieje kilka innych wzorców, które mogą wskazywać na problemy:
- Cykle: Powtarzające się wzorce na wykresie, które mogą być związane z cyklicznymi zmianami (np. zmiana narzędzia, pory dnia).
- Nienaturalne skupienia: Punkty, które układają się zbyt blisko linii centralnej lub zbyt blisko granic kontrolnych, mogą wskazywać na problemy z pomiarem lub procesem.
- Zbyt duża zmienność: Punkty rozrzucone chaotycznie i bardzo daleko od siebie mogą oznaczać, że proces jest niestabilny.
- Brak zmienności: Sytuacja odwrotna punkty leżące niemal na jednej linii może sugerować, że proces jest "zbyt mocno" kontrolowany lub że nastąpiła jakaś awaria uniemożliwiająca naturalną zmienność.
Biznesowe korzyści z wdrożenia kart kontrolnych: Dlaczego to się po prostu opłaca?
Wdrożenie i efektywne wykorzystanie kart kontrolnych to nie tylko kwestia poprawy jakości, ale przede wszystkim strategiczna inwestycja, która przynosi wymierne korzyści biznesowe. Pozwala na optymalizację procesów i zwiększenie efektywności operacyjnej.Redukcja kosztów braków i reklamacji poprzez wczesne wykrywanie problemów
Jedną z najbardziej oczywistych korzyści jest znacząca redukcja kosztów związanych z brakami produkcyjnymi, wadliwymi produktami i reklamacjami. Wczesne wykrywanie problemów dzięki kartom kontrolnym pozwala na ich szybkie wyeliminowanie, zanim doprowadzą do powstania znaczących strat. Według danych mfiles.pl, każdy problem wykryty na wczesnym etapie jest znacznie tańszy do rozwiązania niż ten, który zostanie zauważony dopiero u klienta.
Obiektywna ocena zdolności procesu i podejmowanie decyzji na podstawie faktów
Karty kontrolne dostarczają obiektywnych, opartych na danych informacji o stanie procesu. Pozwala to na podejmowanie decyzji zarządczych w oparciu o fakty, a nie intuicję czy subiektywne odczucia. Możemy precyzyjnie ocenić, czy nasz proces jest zdolny do spełniania wymagań jakościowych, co jest kluczowe dla planowania produkcji i zarządzania zasobami.
Przeczytaj również: Specjalista ds. jakości - czy to praca dla Ciebie? Obowiązki i kariera
Zwiększenie przewidywalności i zaufania do procesów w Twojej firmie
Proces, który jest stabilny i znajduje się pod statystyczną kontrolą, staje się znacznie bardziej przewidywalny. Wiemy, czego możemy się po nim spodziewać, co ułatwia planowanie i minimalizuje ryzyko nieoczekiwanych zakłóceń. Ta przewidywalność buduje zaufanie zarówno wśród pracowników, którzy mają pewność co do jakości swojej pracy, jak i wśród klientów, którzy mogą liczyć na stałą, wysoką jakość produktów i usług.