
W dzisiejszym dynamicznym świecie produkcji, zrozumienie i optymalizacja efektywności operacyjnej jest kluczowa dla utrzymania konkurencyjności. Artykuł ten kompleksowo przedstawi wskaźnik OEE (Overall Equipment Effectiveness), jego definicję, kluczowe komponenty, sposób obliczania oraz fundamentalne znaczenie w zarządzaniu produkcją. Pozwoli to na głębsze zrozumienie, jak można skutecznie poprawić efektywność operacyjną Twojego przedsiębiorstwa.
Dlaczego wskaźnik OEE to klucz do zrozumienia efektywności Twojej produkcji?
W nowoczesnym przemyśle, gdzie każdy procent efektywności ma znaczenie, wskaźnik OEE stał się fundamentalnym narzędziem. Pozwala on nie tylko na zmierzenie aktualnej wydajności maszyn i linii produkcyjnych, ale przede wszystkim na precyzyjne zidentyfikowanie obszarów, które wymagają natychmiastowej poprawy. Bez dogłębnego zrozumienia tego wskaźnika, firmy ryzykują utratę cennych zasobów i możliwości rozwoju.
OEE co to jest? Prosta definicja wskaźnika, który zmienia zasady gry w przemyśle
OEE (Overall Equipment Effectiveness), czyli całkowita efektywność wyposażenia, to kluczowy wskaźnik służący do pomiaru efektywności procesów produkcyjnych. Wyraża on w procentach stopień, w jakim maszyny i linie produkcyjne są wykorzystywane w stosunku do ich pełnego potencjału. Jest to standardowy miernik stosowany w popularnych metodologiach zarządzania, takich jak Lean Manufacturing (szczupłe wytwarzanie) podejście do minimalizacji marnotrawstwa w procesach produkcyjnych oraz Total Productive Maintenance (TPM) (totalne utrzymanie ruchu) system zarządzania mający na celu maksymalizację efektywności wyposażenia. OEE pozwala na skuteczną identyfikację i kwantyfikację strat, które negatywnie wpływają na produkcję.Krótka historia OEE: Skąd wzięło się narzędzie używane dziś na całym świecie?
Geneza wskaźnika OEE sięga Japonii, gdzie w latach 60. XX wieku, w ramach rozwoju filozofii Total Productive Maintenance (TPM), zaczęto poszukiwać narzędzi do kompleksowego pomiaru produktywności maszyn. Stworzono go z myślą o tym, aby pomóc firmom w obiektywnym mierzeniu i systematycznym poprawianiu wydajności swojego parku maszynowego. Z czasem OEE zdobył globalne uznanie, stając się uniwersalnym i niezastąpionym narzędziem optymalizacji procesów produkcyjnych na całym świecie.

Trzy filary efektywności: Jakie komponenty tworzą wskaźnik OEE?
Aby w pełni zrozumieć, co wpływa na efektywność produkcji, musimy spojrzeć na OEE jako na iloczyn trzech kluczowych, niezależnych od siebie czynników. Każdy z tych filarów odpowiada za inny rodzaj strat, a ich wspólne analizowanie daje nam pełny i klarowny obraz tego, jak dobrze wykorzystujemy nasze zasoby produkcyjne.
Filar 1: Dostępność (Availability) – Czy Twoje maszyny pracują wtedy, kiedy powinny?
Dostępność to komponent OEE, który skupia się na stratach wynikających z nieplanowanych lub planowanych przestojów maszyn. Mierzy on, ile czasu maszyna faktycznie pracowała w stosunku do czasu, który był zaplanowany na jej pracę. Oblicza się ją jako: rzeczywisty czas pracy / planowany czas pracy. Do typowych przyczyn przestojów, które obniżają ten wskaźnik, zaliczamy między innymi: nieprzewidziane awarie (nagłe zatrzymania spowodowane usterkami), przezbrojenia (czas potrzebny na przygotowanie maszyny do produkcji innego asortymentu), regulacje (dostosowania parametrów pracy) czy też braki materiałowe, które uniemożliwiają ciągłość produkcji.
Filar 2: Wydajność (Performance) – Jak szybko produkuje Twój park maszynowy w praktyce?
Wydajność ocenia straty związane z tym, że maszyny pracują wolniej, niż mogłyby to robić. Wskaźnik ten porównuje rzeczywistą prędkość produkcji z maksymalną teoretyczną prędkością, jaką dana maszyna jest w stanie osiągnąć. Oblicza się go jako: rzeczywista prędkość produkcji / maksymalna teoretyczna prędkość produkcji. Straty w tym obszarze często są trudniejsze do zauważenia i obejmują takie zjawiska jak mikroprzestoje krótkie, często niezauważane zatrzymania maszyn, które sumują się do znaczących okresów bezczynności oraz ogólna praca z obniżoną prędkością, wynikająca na przykład z niewłaściwych ustawień lub problemów z jakością surowca.
Filar 3: Jakość (Quality) – Ile dobrych produktów naprawdę opuszcza linię produkcyjną?
Jakość to trzeci, niezwykle istotny filar OEE, który koncentruje się na stratach związanych z produkcją wadliwych wyrobów. Mierzy on, jaki procent wyprodukowanych sztuk spełnia określone normy jakościowe w stosunku do całkowitej liczby wytworzonych produktów. Oblicza się ją jako: liczba produktów spełniających normy jakościowe / całkowita liczba wyprodukowanych sztuk. Ten komponent jest kluczowy dla eliminacji marnotrawstwa, ponieważ skupia się na redukcji liczby braków (elementów niezgodnych ze specyfikacją) i innych wad, które generują dodatkowe koszty związane z przeróbką lub utylizacją.
Jak obliczyć OEE krok po kroku? Praktyczny przewodnik z przykładem
Zrozumienie teoretycznych podstaw OEE to jedno, ale kluczowe dla praktycznego zastosowania jest umiejętność jego obliczenia. W tej sekcji przeprowadzimy Cię przez proces zbierania danych, przedstawimy niezbędne wzory i na prostym przykładzie pokażemy, jak krok po kroku wyliczyć ten ważny wskaźnik.
Zbieranie danych: Jakie informacje są niezbędne do prawidłowego wyliczenia OEE?
Aby uzyskać wiarygodny wynik OEE, niezbędne jest dokładne zebranie kilku kluczowych danych dotyczących procesu produkcyjnego. Bez nich obliczenia będą jedynie teoretyczne i pozbawione praktycznego znaczenia. Oto lista informacji, które musisz zgromadzić:
- Planowany czas produkcji (Planned Production Time): Całkowity czas, w którym maszyna lub linia produkcyjna powinna pracować zgodnie z harmonogramem.
- Czas przestojów (Stop Time): Suma wszystkich nieplanowanych i planowanych przerw w pracy maszyny (np. awarie, przezbrojenia, przerwy konserwacyjne).
- Idealny czas cyklu (Ideal Cycle Time): Minimalny teoretyczny czas potrzebny na wyprodukowanie jednej sztuki produktu. Jest to wartość bazowa określająca maksymalną możliwą prędkość produkcji.
- Całkowita liczba wyprodukowanych sztuk (Total Pieces): Wszystkie sztuki produktu, które zostały wyprodukowane w danym okresie, niezależnie od ich jakości.
- Liczba dobrych sztuk (Good Pieces): Sztuki produktu, które spełniają wszystkie wymagane normy jakościowe.
Wzory na Dostępność, Wydajność i Jakość – Rozbijamy obliczenia na czynniki pierwsze
Teraz, gdy już wiemy, jakie dane są potrzebne, możemy przejść do wzorów. Pamiętaj, że każdy z tych komponentów jest równie ważny i razem tworzą pełny obraz efektywności.
-
Dostępność (Availability) =
(Planowany czas produkcji - Czas przestojów) / Planowany czas produkcji
-
Wydajność (Performance) =
(Idealny czas cyklu × Całkowita liczba wyprodukowanych sztuk) / (Planowany czas produkcji - Czas przestojów)
-
Jakość (Quality) =
Liczba dobrych sztuk / Całkowita liczba wyprodukowanych sztuk
A oto wzór na sam wskaźnik OEE:
OEE = Dostępność × Wydajność × Jakość
Praktyczny przykład: Obliczamy OEE dla fikcyjnej zmiany produkcyjnej
Załóżmy, że mamy do czynienia z maszyną pakującą, która pracowała przez jedną zmianę. Oto dane, które zebraliśmy:
- Planowany czas produkcji: 8 godzin (480 minut)
- Czas przestojów (awaria, przezbrojenie): 60 minut
- Idealny czas cyklu na opakowanie: 0.5 minuty
- Całkowita liczba wyprodukowanych opakowań: 800 sztuk
- Liczba dobrych opakowań: 760 sztuk
Przejdźmy teraz przez obliczenia:
1. Obliczamy Dostępność:
Rzeczywisty czas pracy = 480 minut - 60 minut = 420 minut
Dostępność = 420 minut / 480 minut = 0.875 (czyli 87.5%)
2. Obliczamy Wydajność:
Teoretycznie możliwa produkcja w czasie pracy = 420 minut / 0.5 minuty/sztukę = 840 sztuk
Wydajność = (0.5 minuty/sztukę × 800 sztuk) / 420 minut = 400 minut / 420 minut ≈ 0.952 (czyli 95.2%)
Alternatywnie, jeśli znamy idealny czas cyklu:
Wydajność = (800 sztuk × 0.5 minuty/sztukę) / 420 minut = 400 minut / 420 minut ≈ 0.952 (czyli 95.2%)
3. Obliczamy Jakość:
Jakość = 760 dobrych sztuk / 800 sztuk = 0.95 (czyli 95%)
4. Obliczamy OEE:
OEE = Dostępność × Wydajność × Jakość = 0.875 × 0.952 × 0.95 ≈ 0.795 (czyli 79.5%)
Wynik OEE na poziomie 79.5% pokazuje, że maszyna wykorzystała około 80% swojego teoretycznego potencjału podczas tej zmiany. Analiza poszczególnych komponentów (wysoka Dostępność, ale niższa Wydajność i Jakość) wskazuje, gdzie należy szukać przyczyn problemów.
Twój wynik OEE – Co on tak naprawdę oznacza? Interpretacja i światowe standardy
Samo obliczenie wskaźnika OEE to dopiero pierwszy krok. Prawdziwa wartość tego narzędzia ujawnia się w momencie, gdy potrafimy zinterpretować uzyskany wynik i odnieść go do odpowiednich standardów, co pozwala na świadome podejmowanie decyzji dotyczących dalszych działań optymalizacyjnych.
Ile procent OEE to dobry wynik? Od benchmarku "World Class" do realiów Twojej branży
Interpretacja wyniku OEE wymaga kontekstu. Za ogólnoświatowy benchmark, tzw. "World Class OEE", często uznaje się wartość 85%. Jest to poziom osiągany przez najlepsze firmy na świecie, charakteryzujący się minimalnymi stratami. Średnia wartość OEE w przemyśle jest jednak znacznie niższa i oscyluje wokół 60%. Warto zaznaczyć, że firmy, które dopiero rozpoczynają swoją przygodę z pomiarami OEE, często notują wyniki na poziomie 40%, co pokazuje ogromny potencjał do poprawy. Należy jednak pamiętać, że "dobry" wynik jest zawsze względny i powinien być analizowany w kontekście specyfiki danej branży, rodzaju produkcji oraz dojrzałości procesów w firmie.
Niski wynik OEE to nie porażka, a szansa – Jak zidentyfikować obszary do poprawy?
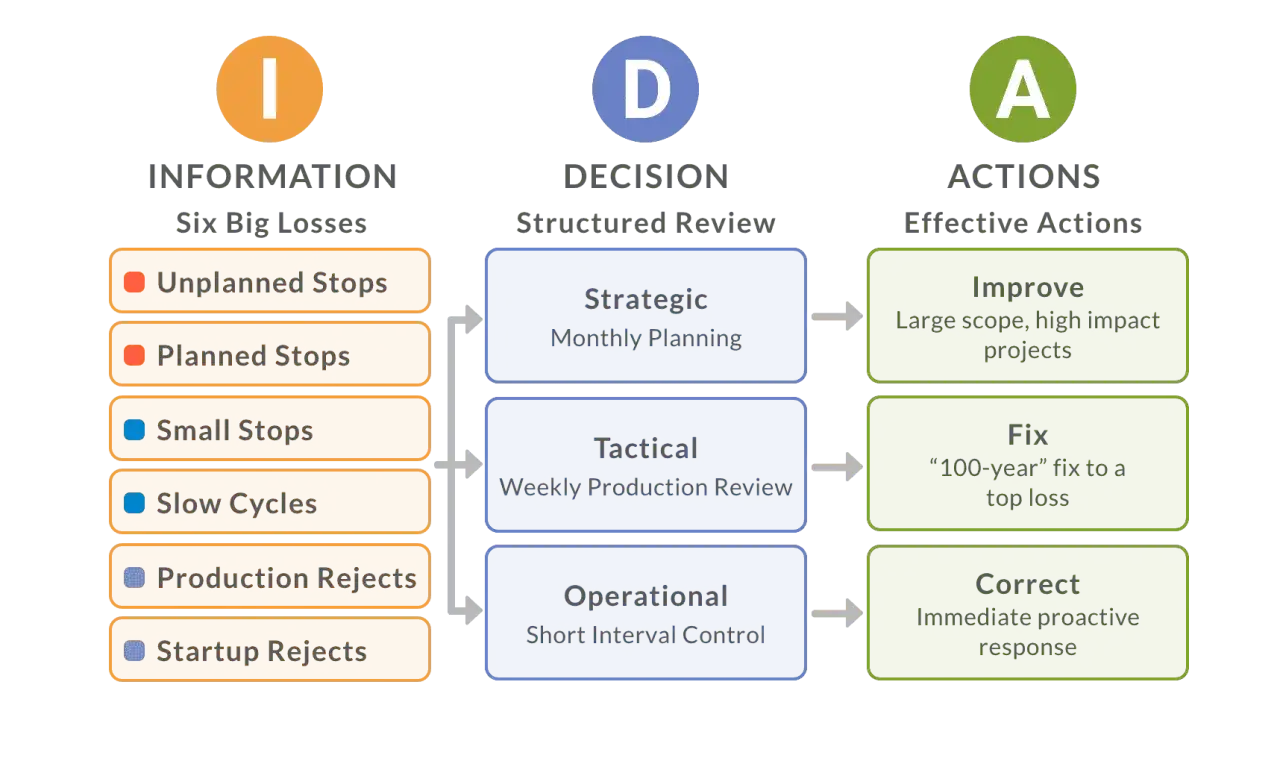
Uzyskanie niskiego wyniku OEE nie powinno być traktowane jako powód do zniechęcenia czy porażki. Wręcz przeciwnie, jest to jasny sygnał, że istnieją znaczące możliwości optymalizacji i zwiększenia efektywności. Kluczem do sukcesu jest dogłębna analiza poszczególnych komponentów OEE: Dostępności, Wydajności i Jakości. Rozkładając wskaźnik na te trzy czynniki, możemy precyzyjnie zidentyfikować, gdzie leżą największe straty czy problemem są częste przestoje, praca maszyn poniżej ich możliwości, czy nadmierna produkcja wadliwych elementów. Ta szczegółowa diagnoza pozwala na ukierunkowanie działań naprawczych tam, gdzie są one najbardziej potrzebne.Sześć Wielkich Strat (Six Big Losses): Gdzie ucieka Twoja efektywność?
Analiza OEE jest ściśle powiązana z koncepcją "Sześciu Wielkich Strat" (Six Big Losses). Są to główne kategorie problemów, które obniżają efektywność produkcji i które OEE pomaga zidentyfikować oraz skwantyfikować. Zrozumienie tych strat jest kluczowe dla wdrożenia skutecznych działań naprawczych.
Straty Dostępności: Awarie i przezbrojenia, które zatrzymują produkcję
Te straty bezpośrednio wpływają na Dostępność maszyn i linii produkcyjnych:
- Awarie (Breakdowns): Są to nieplanowane zatrzymania maszyn spowodowane usterkami technicznymi. Wymagają one czasu na diagnozę problemu i naprawę, co bezpośrednio przekłada się na utratę czasu pracy.
- Przezbrojenia i regulacje (Setup and Adjustment): Obejmują czas potrzebny na przygotowanie maszyny do produkcji nowego produktu lub partii. Wliczają się w to demontaż starego oprzyrządowania, montaż nowego, a także procesy regulacji i testów, zanim produkcja ruszy pełną parą.
Straty Wydajności: Ukryte mikroprzestoje i praca poniżej normy
Te straty dotyczą problemów z Wydajnością, czyli pracą maszyny poniżej jej teoretycznych możliwości:
- Mikroprzestoje (Minor Stoppages): Są to krótkie, często kilkusekundowe zatrzymania maszyn, które mogą być spowodowane błahymi przyczynami (np. zapchanie się podajnika, problem z czujnikiem). Choć pojedynczo są nieistotne, ich suma w ciągu dnia lub tygodnia może prowadzić do znaczących strat czasu pracy.
- Obniżona prędkość (Reduced Speed): W tym przypadku maszyna pracuje w sposób ciągły, ale nie osiąga swojej maksymalnej, teoretycznej prędkości. Może to wynikać z problemów z jakością surowca, niewłaściwych ustawień, zużycia komponentów lub innych czynników ograniczających jej potencjał.
Straty Jakości: Braki i straty rozruchowe, które generują koszty
Te straty wpływają bezpośrednio na wskaźnik Jakości:
- Braki jakościowe (Defects): Obejmują produkcję elementów, które nie spełniają wymaganych standardów jakościowych. Mogą one wymagać dodatkowej obróbki, przeróbki lub zostać całkowicie odrzucone, generując koszty związane z materiałem i pracą.
- Straty rozruchowe (Startup Losses): Dotyczą wadliwych produktów wytworzonych na początku cyklu produkcyjnego, zwłaszcza po przezbrojeniu maszyny. Jest to czas, w którym proces stabilizuje się i osiąga parametry zapewniające produkcję zgodną z normami.
Jakie realne korzyści daje firmie monitorowanie wskaźnika OEE?
Wdrożenie systemu monitorowania OEE to nie tylko narzędzie analityczne, ale przede wszystkim inwestycja, która przynosi wymierne korzyści biznesowe. Pozwala ona na optymalizację procesów, redukcję kosztów i wzmocnienie pozycji rynkowej firmy.
Od niższych kosztów operacyjnych po zwiększoną konkurencyjność na rynku
Regularne monitorowanie i poprawa wskaźnika OEE przekłada się bezpośrednio na wyniki finansowe firmy. Dzięki niemu możliwe jest obniżenie kosztów operacyjnych, co wynika z mniejszej liczby awarii, redukcji marnotrawstwa (zarówno materiałowego, jak i czasowego) oraz lepszego wykorzystania zasobów. Wysoki OEE pozwala również na zwiększenie przepustowości produkcji bez konieczności inwestowania w nowe maszyny czy rozbudowy hali produkcyjnej. Lepsze wykorzystanie istniejących zasobów i zwiększona efektywność prowadzą do wzrostu konkurencyjności na rynku, umożliwiając oferowanie produktów po bardziej atrakcyjnych cenach lub z krótszymi terminami dostaw.
Lepsze planowanie, precyzyjne decyzje – OEE jako wsparcie dla menedżerów
Dane pochodzące z analizy OEE stanowią nieocenione wsparcie dla kadry zarządzającej w podejmowaniu strategicznych i operacyjnych decyzji. Obiektywne informacje o efektywności procesów pozwalają na bardziej precyzyjne planowanie konserwacji prewencyjnej, minimalizując ryzyko nieplanowanych awarii. Umożliwiają również optymalizację harmonogramów produkcji, tak aby maksymalnie wykorzystać dostępny czas maszyn. Co więcej, dane te są kluczowe przy podejmowaniu decyzji o inwestycjach w nowe technologie, takie jak systemy klasy MES (Manufacturing Execution System) systemy informatyczne wspierające zarządzanie produkcją. Wreszcie, analiza OEE pomaga w identyfikowaniu potrzeb szkoleniowych pracowników, wskazując obszary, w których braki wiedzy lub umiejętności negatywnie wpływają na efektywność.
Najczęstsze pułapki przy wdrażaniu OEE – Jak ich uniknąć?
Wdrożenie systemu OEE, choć niezwykle korzystne, może napotkać na swojej drodze szereg przeszkód. Świadomość potencjalnych pułapek i odpowiednie przygotowanie mogą znacząco zwiększyć szanse na sukces i pełne wykorzystanie potencjału tego narzędzia.
Problem z danymi: Dlaczego ręczne raportowanie może fałszować obraz sytuacji?
Jedną z największych pułapek jest poleganie na ręcznym zbieraniu danych do obliczeń OEE. Taka metoda jest podatna na szereg problemów: błędy ludzkie popełniane podczas wprowadzania danych, brak spójności w sposobie raportowania między różnymi pracownikami czy zmianami, a także opóźnienia w raportowaniu, które sprawiają, że dane nie odzwierciedlają aktualnej sytuacji. Ponadto, ręczne raportowanie może wprowadzać element subiektywizmu. Aby uzyskać wiarygodny obraz sytuacji, kluczowe jest zautomatyzowanie procesu zbierania danych, na przykład poprzez wdrożenie systemów klasy MES, które rejestrują parametry pracy maszyn w czasie rzeczywistym.
Porównywanie się do innych zamiast skupienia na własnym procesie
Częstym błędem jest nadmierne skupianie się na porównywaniu własnego wyniku OEE z benchmarkami branżowymi lub wynikami konkurencji, bez uwzględnienia specyfiki własnego procesu produkcyjnego. Choć porównania zewnętrzne mogą być motywujące, to właśnie analiza trendów wewnętrznych i ciągłe doskonalenie własnych procesów jest kluczem do sukcesu. OEE jest przede wszystkim narzędziem do wewnętrznego doskonalenia; jego głównym celem jest pokazanie, jak firma radzi sobie w porównaniu do samej siebie w przeszłości, a niekoniecznie do innych podmiotów.
Przeczytaj również: Numer partii produkcyjnej - Rozszyfruj kod, kupuj świadomie
Brak działań po analizie – Kiedy pomiar staje się celem samym w sobie
Największym błędem jest traktowanie samego pomiaru OEE jako celu. Samo obliczenie wskaźnika, bez podjęcia konkretnych działań naprawczych i optymalizacyjnych, jest bezcelowe. OEE jest narzędziem diagnostycznym, które ma wskazać problemy. Jego prawdziwa wartość ujawnia się dopiero wtedy, gdy uzyskane wyniki są analizowane, a na ich podstawie wdrażane są zmiany prowadzące do realnej poprawy efektywności. Bez tego cyklu "pomiar analiza działanie", inwestycja w system OEE traci swój sens.