Marszruta produkcyjna to fundament efektywnego zarządzania procesami wytwórczymi
- Szczegółowy opis sekwencji operacji do wytworzenia produktu.
- Zawiera listę operacji, zasoby (maszyny, narzędzia, personel), normy czasowe i punkty kontroli jakości.
- Kluczowa dla planowania, harmonogramowania i kalkulacji kosztów produkcji.
- Umożliwia efektywne zarządzanie zdolnościami produkcyjnymi i "wąskimi gardłami".
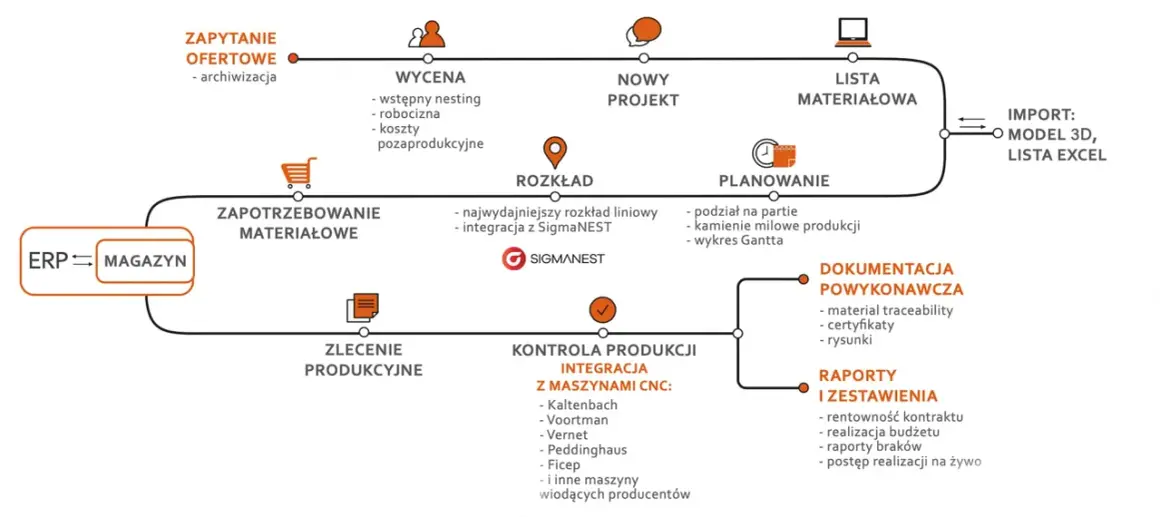
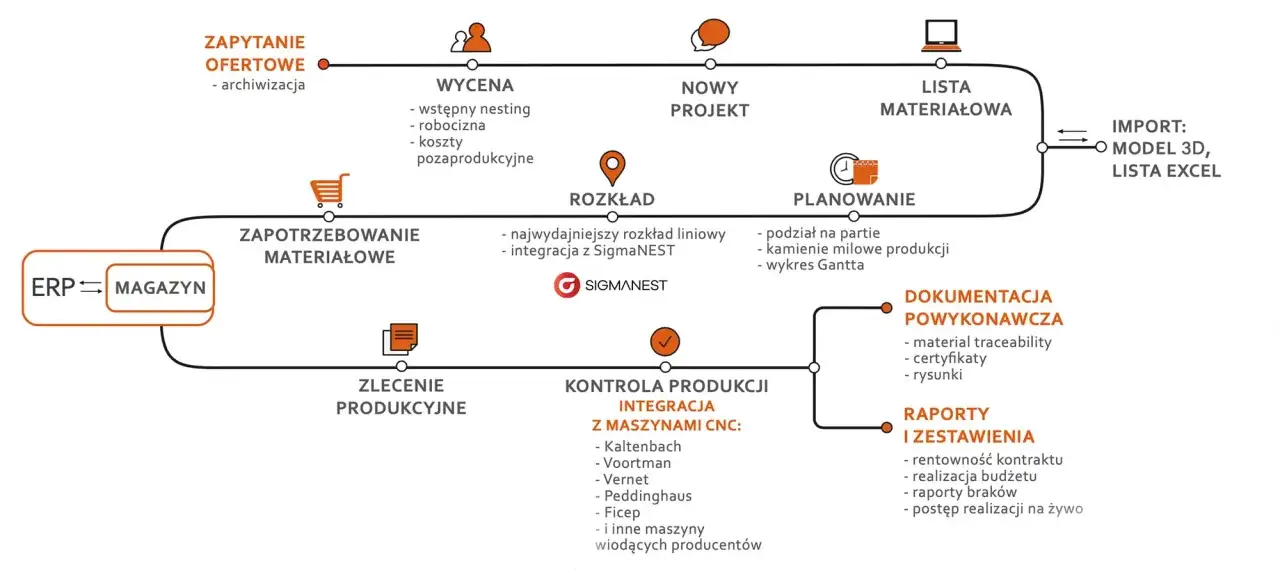
- Współczesne zarządzanie marszrutą opiera się na systemach ERP, MES i APS.
Marszruta produkcyjna: Czym jest i dlaczego stanowi kręgosłup efektywnej firmy?
Marszruta produkcyjna, często nazywana również technologiczna, to szczegółowy i uporządkowany opis sekwencji operacji niezbędnych do wytworzenia danego produktu lub półproduktu. Można ją przyrównać do systemu nawigacji dla całego procesu wytwórczego, wskazując drogę, którą musi pokonać każdy element, aby stać się gotowym wyrobem. Jest to fundamentalny dokument w zarządzaniu produkcją, który bezpośrednio wpływa na jej płynność, efektywność i rentowność. Bez precyzyjnie zdefiniowanej marszruty trudno mówić o skutecznym planowaniu, harmonogramowaniu czy kontroli kosztów.
Od chaosu do porządku: Co zyskujesz dzięki precyzyjnemu planowi produkcji?
Dobrze przygotowana marszruta produkcyjna przekłada się na szereg wymiernych korzyści biznesowych. Po pierwsze, pozwala na realną ocenę zdolności produkcyjnych, dzięki czemu wiemy, ile możemy wyprodukować w określonym czasie. Umożliwia to dokładne obliczanie obciążenia maszyn i innych zasobów, co z kolei pomaga w efektywnym zarządzaniu tzw. "wąskimi gardłami" czyli etapami procesu, które ograniczają ogólną przepustowość. Kolejną kluczową zaletą jest dokładna kalkulacja kosztów wytworzenia produktu, co jest niezbędne do ustalania cen i analizy rentowności. W efekcie, dobrze zaplanowana marszruta prowadzi do optymalizacji kosztów, skrócenia czasu produkcji, lepszego wykorzystania zasobów (maszyn, materiałów, ludzi) i ostatecznie do zwiększenia ogólnej wydajności przedsiębiorstwa.
Marszruta produkcyjna a technologiczna – czy to to samo?
Często terminy "marszruta produkcyjna" i "marszruta technologiczna" są używane zamiennie, i w wielu kontekstach jest to uzasadnione, ponieważ oba dokumenty opisują sekwencję działań potrzebnych do wytworzenia produktu. Jednakże, można dostrzec subtelne różnice w ich akcentach. Marszruta produkcyjna skupia się bardziej na ścieżce produktu przez kolejne stanowiska, maszyny i zasoby, kładąc nacisk na logistykę i harmonogramowanie. Marszruta technologiczna z kolei może zagłębiać się w szczegóły dotyczące sposobu wykonania poszczególnych operacji na przykład parametry obróbki, rodzaje narzędzi czy specyficzne techniki wykonania. W praktyce, w wielu firmach te dwa dokumenty są zbieżne lub jedna marszruta zawiera elementy obu podejść, integrując informacje o kolejności operacji z detalami ich wykonania.
Anatomia marszruty produkcyjnej: Jakie elementy musisz w niej zawrzeć?
Aby marszruta produkcyjna spełniała swoją rolę, musi zawierać precyzyjnie określone komponenty. Stanowią one jej szkielet, bez którego cała konstrukcja planowania produkcji byłaby niestabilna. Przyjrzyjmy się kluczowym elementom, które powinny znaleźć się w każdym dobrze przygotowanym dokumencie.
Sekwencja operacji: Jak poprawnie zaplanować kolejność działań krok po kroku?
Podstawą każdej marszruty jest lista i kolejność operacji. To chronologiczny spis wszystkich czynności, które muszą zostać wykonane, aby przekształcić surowiec lub półprodukt w gotowy wyrób. Operacje te mogą obejmować szeroki zakres działań, od prostych czynności fizycznych, takich jak cięcie, spawanie, montaż, po bardziej złożone procesy, jak obróbka skrawaniem, malowanie czy formowanie. Kluczowe jest, aby kolejność była logiczna i technologicznie uzasadniona niektóre operacje muszą być wykonane przed innymi, aby zapewnić poprawny przebieg procesu i jakość końcowego produktu.
Stanowiska robocze i zasoby: Jak przypisać maszyny, narzędzia i ludzi do zadań?
Każda operacja wymaga odpowiednich zasobów produkcyjnych. W marszrucie należy precyzyjnie określić, jakie maszyny, stanowiska robocze, specyficzne narzędzia, a także jacy pracownicy (wraz z wymaganymi kwalifikacjami) są niezbędni do jej wykonania. To pozwala nie tylko na zaplanowanie wykorzystania sprzętu i personelu, ale także na identyfikację potencjalnych ograniczeń w dostępności zasobów, które mogą wpłynąć na harmonogram produkcji.
Klucz do rentowności: Czas przygotowawczo-zakończeniowy i jednostkowy w praktyce
Precyzyjne określenie norm czasowych jest kluczowe dla dokładnej kalkulacji kosztów i efektywności. Wyróżniamy tu dwa główne rodzaje czasów: czas przygotowawczo-zakończeniowy, który obejmuje czynności związane z przygotowaniem stanowiska pracy do danej operacji lub jej zakończeniem (np. przezbrojenie maszyny, ustawienie narzędzi, sprzątnięcie stanowiska), oraz czas jednostkowy, czyli faktyczny czas potrzebny na wykonanie jednej sztuki produktu w ramach danej operacji. Niedoszacowanie lub przeszacowanie tych czasów może prowadzić do poważnych błędów w planowaniu i kalkulacji.
Kontrola jakości w procesie: Gdzie i jak planować punkty kontrolne?
Zapewnienie wysokiej jakości produktu na każdym etapie jest niezwykle ważne. Dlatego w marszrucie produkcyjnej należy również wskazać punkty kontroli jakości. Są to konkretne etapy procesu, na których przeprowadza się weryfikację zgodności produktu z określonymi normami i wymaganiami. Wczesne wykrycie niezgodności pozwala na szybką reakcję, minimalizację strat i uniknięcie produkcji wadliwych partii.
Tworzenie marszruty od zera: Praktyczny poradnik w 5 krokach
Stworzenie efektywnej marszruty produkcyjnej to proces wymagający systematycznego podejścia. Oto pięć kluczowych kroków, które pomogą Ci zbudować solidny plan od podstaw.
Krok 1: Analiza produktu i technologii – co musisz wiedzieć na start?
Zanim zaczniesz planować operacje, musisz dokładnie zrozumieć produkt, który będziesz wytwarzać. Zacznij od analizy rysunku technicznego, specyfikacji materiałowej, wymagań jakościowych oraz dostępnych technologii wytwarzania. Zrozumienie tych aspektów jest absolutną podstawą do dalszego planowania i pozwoli Ci uniknąć błędów wynikających z niedostatecznej wiedzy o produkcie i procesie.
Krok 2: Definiowanie operacji i ich logicznej kolejności
Następnie podziel cały proces produkcyjny na poszczególne, mniejsze operacje. Każda operacja powinna być jasno zdefiniowana i opisywać konkretną czynność. Kluczowe jest ustalenie ich logicznej i technologicznej kolejności niektóre etapy muszą być wykonane przed innymi, aby proces przebiegał poprawnie. Zastanów się, które operacje można potencjalnie wykonać równolegle, a które muszą być sekwencyjne.
Krok 3: Pomiar i ustalanie norm czasowych – jak unikać przeszacowania?
Kolejnym krokiem jest ustalenie norm czasowych dla każdej zdefiniowanej operacji. Można to zrobić na podstawie pomiarów czasu pracy, analizy danych historycznych z poprzednich produkcji lub wykorzystując dostępne normatywy branżowe. Ważne jest, aby być jak najdokładniejszym i unikać zarówno przeszacowania (co zawyży koszty i wydłuży harmonogram), jak i niedoszacowania (co może prowadzić do nierealistycznych terminów i presji na pracownikach). Warto uwzględnić nie tylko czas jednostkowy, ale także czas przygotowawczo-zakończeniowy.
Krok 4: Alokacja zasobów i identyfikacja "wąskich gardeł"
Teraz, gdy masz już zdefiniowane operacje i ich czasy, możesz przystąpić do alokacji zasobów. Przypisz do każdej operacji konkretne maszyny, narzędzia i pracowników o odpowiednich kwalifikacjach. Na tym etapie często można zidentyfikować potencjalne "wąskie gardła" czyli operacje, dla których brakuje odpowiednich zasobów lub które są bardzo czasochłonne i mogą stać się ograniczeniem dla całego procesu. Zaplanuj działania zaradcze, takie jak dodatkowe zmiany, outsourcing czy inwestycje w nowe maszyny.
Krok 5: Dokumentacja i wdrożenie – od papieru do systemu
Ostatnim krokiem jest formalna dokumentacja marszruty i jej wprowadzenie do systemu zarządzania produkcją, na przykład systemu ERP. Upewnij się, że dokumentacja jest czytelna, kompletna i dostępna dla wszystkich zainteresowanych osób. Pamiętaj, że marszruta nie jest dokumentem statycznym powinna być regularnie aktualizowana w miarę zmian w procesie, technologii czy produktach. Wdrożenie do systemu zapewnia jej spójność z innymi danymi, takimi jak BOM (Bill of Materials).
Rodzaje marszrut produkcyjnych: Który model pasuje do Twojej firmy?
W zależności od charakteru produkcji i złożoności wyrobów, możemy wyróżnić różne rodzaje marszrut. Wybór odpowiedniego modelu pozwala na lepsze dopasowanie planowania do specyfiki firmy.
Marszruta liniowa (sekwencyjna): Idealna dla produkcji masowej i seryjnej
Marszruta liniowa, inaczej sekwencyjna, jest najbardziej podstawowym i najczęściej stosowanym typem. Charakteryzuje się tym, że operacje następują po sobie w ściśle określonej, liniowej kolejności. Nie ma możliwości wykonywania kilku etapów jednocześnie. Ten model jest idealny dla produkcji masowej i seryjnej, gdzie procesy są powtarzalne, a produkty mają niewielką zmienność. Prostota tej struktury ułatwia planowanie i kontrolę.
Marszruta równoległa (sieciowa): Jak zarządzać złożonymi procesami jednocześnie?
Marszruta równoległa, nazywana również sieciową, pozwala na jednoczesne wykonywanie kilku operacji, które nie są od siebie bezpośrednio zależne lub mogą być realizowane równolegle na różnych stanowiskach. Jest to rozwiązanie stosowane w przypadku bardziej skomplikowanych wyrobów, gdzie poszczególne podzespoły mogą być produkowane w tym samym czasie, a następnie łączone w całość. Taki model wymaga bardziej zaawansowanego planowania i koordynacji, ale pozwala na znaczne skrócenie całkowitego czasu produkcji.
Optymalizacja marszruty: Jak wycisnąć maksimum efektywności z Twoich procesów?
Stworzenie marszruty to dopiero początek. Prawdziwa wartość pojawia się w momencie jej ciągłej optymalizacji. Proces produkcyjny nigdy nie jest statyczny, dlatego kluczowe jest systematyczne poszukiwanie sposobów na poprawę efektywności i eliminację wszelkich problemów.
Analiza danych i eliminacja marnotrawstwa (Muda)
Regularna analiza danych produkcyjnych takich jak czasy realizacji poszczególnych operacji, czasy przestojów maszyn, ilość braków czy powtórzeń jest niezbędna do identyfikacji marnotrawstwa (Muda). Marnotrawstwo to wszelkie działania, które zużywają zasoby, ale nie dodają wartości produktowi. Przykłady to nadmierne zapasy, zbędny transport, nadprodukcja, oczekiwanie, nadmierne przetwarzanie, defekty czy niewykorzystany potencjał pracowników. Identyfikacja i eliminacja tych czynników jest kluczem do zwiększenia efektywności.
Równoważenie obciążenia stanowisk a płynność produkcji
Kolejnym ważnym aspektem optymalizacji jest równoważenie obciążenia poszczególnych stanowisk roboczych. Chodzi o to, aby żadne stanowisko nie było chronicznie przeciążone (co prowadzi do opóźnień i "wąskich gardeł"), ani nadmiernie niewykorzystane. Równomierne rozłożenie pracy i zasobów zapewnia płynność produkcji, minimalizuje przestoje i pozwala na lepsze wykorzystanie potencjału produkcyjnego.
Najczęstsze błędy w zarządzaniu marszrutą i jak ich unikać
Wielu firm boryka się z podobnymi problemami w zarządzaniu marszrutami. Do najczęstszych błędów należą: nieaktualne normy czasowe (które prowadzą do błędnych kalkulacji), brak uwzględnienia awarii maszyn i innych nieprzewidzianych zdarzeń (co sprawia, że harmonogram jest nierealistyczny), niedoszacowanie złożoności operacji (zwłaszcza tych niestandardowych) oraz brak elastyczności w reagowaniu na zmiany. Aby ich unikać, należy regularnie weryfikować dane, budować pewien margines bezpieczeństwa w harmonogramach i inwestować w narzędzia, które pomagają w dynamicznym zarządzaniu produkcją.
Technologia w służbie planowania: Rola systemów ERP i MES w zarządzaniu marszrutą
W dzisiejszych czasach skuteczne zarządzanie marszrutą produkcyjną jest praktycznie niemożliwe bez wsparcia nowoczesnych systemów informatycznych. Narzędzia takie jak ERP, MES czy APS rewolucjonizują sposób, w jaki planujemy, realizujemy i monitorujemy produkcję.
Dlaczego ręczne zarządzanie marszrutą to już przeszłość?
Ręczne tworzenie i zarządzanie marszrutami, na przykład przy użyciu arkuszy kalkulacyjnych, jest nie tylko czasochłonne i podatne na błędy, ale także uniemożliwia bieżące monitorowanie i szybkie reagowanie na zmiany. Dane szybko stają się nieaktualne, a koordynacja wielu procesów staje się niemal niemożliwa. Współczesne przedsiębiorstwa produkcyjne potrzebują narzędzi, które zapewnią spójność danych, automatyzację procesów i możliwość analizy w czasie rzeczywistym.
System ERP jako centralna baza danych dla marszrut i BOM
Systemy ERP (Enterprise Resource Planning) stanowią serce zarządzania w firmie. Umożliwiają one tworzenie i wersjonowanie marszrut produkcyjnych, a także ich ścisłą integrację z BOM (Bill of Materials), czyli listą materiałów potrzebnych do wytworzenia produktu. Dzięki temu wszystkie informacje dotyczące produktu od potrzebnych surowców po kolejność operacji technologicznych są zebrane w jednym miejscu, co zapewnia spójność danych i ułatwia planowanie zapasów oraz harmonogramowanie produkcji.
MES: Monitoring produkcji w czasie rzeczywistym i raportowanie odchyleń
Systemy MES (Manufacturing Execution System) działają na niższym poziomie niż ERP, skupiając się na zarządzaniu i monitorowaniu procesów w hali produkcyjnej. Umożliwiają one śledzenie realizacji produkcji w czasie rzeczywistym, automatyczne zbieranie danych o postępach prac, zużyciu materiałów czy stanie maszyn. MES pozwala na szybkie wykrywanie odchyleń od planu (np. awarii maszyn, opóźnień) i dynamiczne reagowanie na te zmiany, co jest kluczowe dla utrzymania płynności produkcji i dotrzymywania terminów.
Marszruta produkcyjna w praktyce: Przykłady z różnych branż
Teoria jest ważna, ale nic tak dobrze nie ilustruje zastosowania marszruty produkcyjnej, jak konkretne przykłady. Poniżej przedstawiamy uproszczone scenariusze dla dwóch różnych branż.
Przykład 1: Marszruta dla prostego mebla (produkcja seryjna)
Rozważmy produkcję prostego stołka. Marszruta mogłaby wyglądać następująco:
- Operacja 1: Cięcie płyt - Materiał (płyta meblowa) jest cięty na odpowiednie wymiary. Zasób: Piła panelowa, pracownik z uprawnieniami. Czas: przygotowawczy (ładowanie płyty) + jednostkowy (cięcie na wymiar).
- Operacja 2: Oklejanie krawędzi - Krawędzie wyciętych elementów są oklejane okleiną. Zasób: Okleiniarka, pracownik. Czas: przygotowawczy (ustawienie maszyny) + jednostkowy (oklejanie).
- Operacja 3: Wiercenie otworów - W elementach mebla wiercone są otwory pod śruby montażowe. Zasób: Wiertarka CNC, pracownik. Czas: przygotowawczy (ładowanie programu) + jednostkowy (wiercenie).
- Operacja 4: Montaż - Poszczególne elementy są skręcane w gotowy stołek. Zasób: Stanowisko montażowe, narzędzia ręczne/elektryczne, pracownicy. Czas: jednostkowy (montaż jednej sztuki).
- Operacja 5: Kontrola jakości - Sprawdzenie stabilności, wyglądu i kompletności stołka. Zasób: Stanowisko kontrolne, pracownik kontroli jakości. Czas: jednostkowy (kontrola jednej sztuki).
- Operacja 6: Pakowanie - Stołek jest pakowany do transportu. Zasób: Stanowisko pakowania, materiały opakowaniowe, pracownik. Czas: jednostkowy (pakowanie).
Przeczytaj również: Diagram procesu - Zrozum i zoptymalizuj działanie firmy
Przykład 2: Marszruta dla elementu metalowego (obróbka skrawaniem)
Przykład uproszczonej marszruty dla elementu metalowego poddawanego obróbce skrawaniem:
- Operacja 1: Cięcie materiału - Pręt stalowy jest cięty na odpowiednią długość. Zasób: Piła taśmowa, pracownik. Czas: przygotowawczy (ustawienie długości) + jednostkowy (cięcie).
- Operacja 2: Toczenie - Element jest kształtowany na tokarce. Zasób: Tokarka CNC, pracownik obsługi, narzędzia tokarskie. Czas: przygotowawczy (ustawienie narzędzi, programu) + jednostkowy (toczenie jednej sztuki).
- Operacja 3: Frezowanie - Wykonanie dodatkowych kształtów lub rowków na frezarce. Zasób: Frezarka CNC, pracownik, narzędzia frezarskie. Czas: przygotowawczy (ustawienie) + jednostkowy (frezowanie).
- Operacja 4: Wiercenie - Wykonanie otworów. Zasób: Wiertarka pionowa/CNC, pracownik. Czas: przygotowawczy + jednostkowy.
- Operacja 5: Gratowanie - Usunięcie ostrych krawędzi po obróbce skrawaniem. Zasób: Narzędzia ręczne/maszyna do gratowania, pracownik. Czas: jednostkowy.
- Operacja 6: Kontrola jakości - Weryfikacja wymiarów, tolerancji i stanu powierzchni elementu. Zasób: Stanowisko kontrolne, przyrządy pomiarowe (suwmiarka, mikrometr), pracownik kontroli jakości. Czas: jednostkowy.
- Operacja 7: Pakowanie - Elementy są przygotowywane do wysyłki. Zasób: Stanowisko pakowania, materiały ochronne. Czas: jednostkowy.