Artykuł ten stanowi kompleksowy przewodnik po filarach Total Productive Maintenance (TPM) kluczowej metodologii dla zwiększenia efektywności produkcji. Zrozumienie tych zasad jest niezbędne dla inżynierów, menedżerów i studentów kierunków technicznych, dając im konkretną, użyteczną wiedzę, która pozwoli na optymalizację procesów i osiągnięcie strategicznych celów biznesowych.
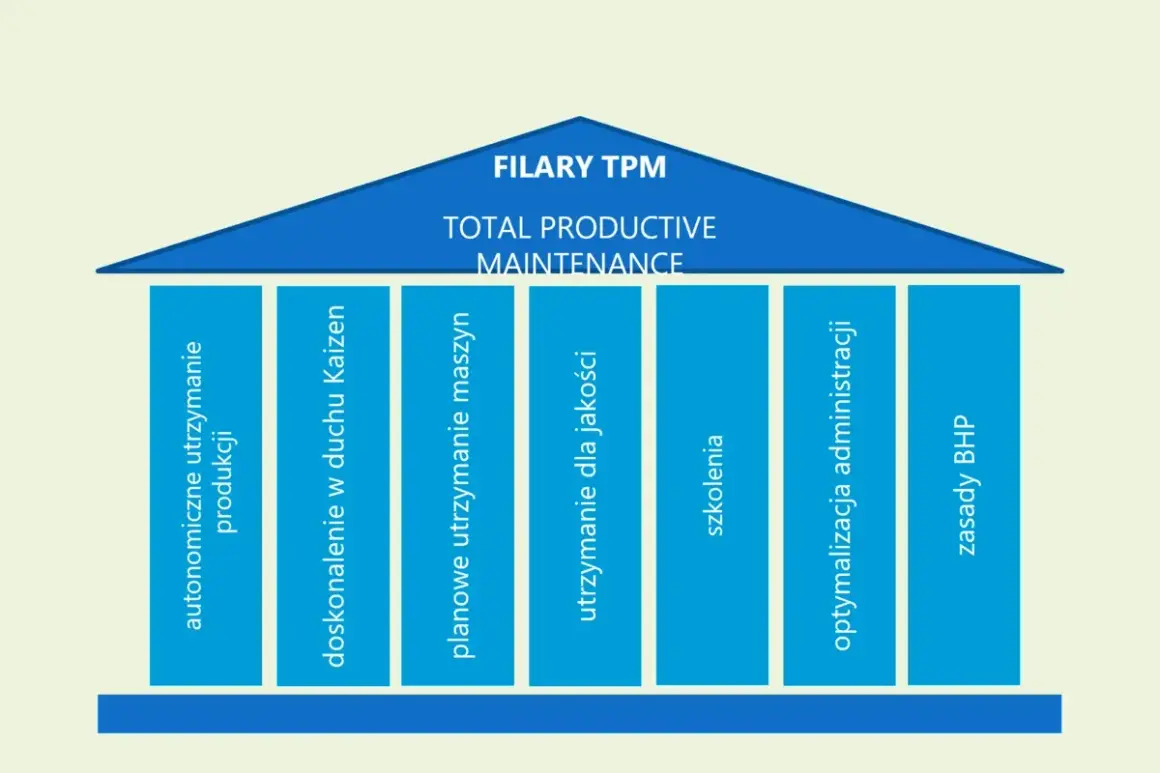
Total Productive Maintenance (TPM) to kompleksowa metodologia zarządzania, oparta na ośmiu filarach, mająca na celu maksymalizację efektywności produkcji poprzez eliminację strat i zaangażowanie wszystkich pracowników
- TPM dąży do osiągnięcia "trzech zer": zero awarii, zero defektów i zero wypadków przy pracy.
- Metodologia opiera się na 8 filarach, które angażują wszystkich pracowników w proces utrzymania ruchu.
- Fundamentem, na którym opiera się cała struktura TPM, jest metoda 5S.
- Kluczowym miernikiem postępów we wdrażaniu TPM jest wskaźnik Całkowitej Efektywności Wyposażenia (OEE).
- Filary TPM obejmują zarówno działania konserwacyjne, zarządzanie jakością, jak i optymalizację procesów administracyjnych.
TPM: Co musisz wiedzieć, by podnieść efektywność produkcji?
Total Productive Maintenance (TPM) to zaawansowana metodologia zarządzania, która rewolucjonizuje podejście do utrzymania ruchu i efektywności produkcji. Jej głównym celem jest maksymalizacja efektywności sprzętu i maszyn poprzez aktywne zaangażowanie wszystkich pracowników w procesy konserwacyjne i optymalizacyjne. Kluczowym dążeniem TPM jest osiągnięcie tzw. "trzech zer": zero awarii, zero defektów i zero wypadków przy pracy. Te ambitne cele stanowią strategiczny kierunek rozwoju każdej nowoczesnej firmy produkcyjnej, dążącej do doskonałości operacyjnej. Fundamentem, na którym opiera się cała struktura TPM, jest metoda 5S systematyczne podejście do organizacji i standaryzacji miejsca pracy, które tworzy bezpieczne, czyste i efektywne środowisko pracy, niezbędne do skutecznego wdrożenia pozostałych filarów TPM.
Fundament TPM: Dlaczego bez 5S cała konstrukcja może runąć?
Metoda 5S, czyli Sortowanie (Seiri), Uporządkowanie (Seiton), Czyszczenie (Seiso), Standaryzacja (Seiketsu) i Samodyscyplina (Shitsuke), stanowi absolutną podstawę dla każdej inicjatywy związanej z TPM. Bez uporządkowanego i czystego środowiska pracy, trudno jest efektywnie identyfikować problemy, przeprowadzać inspekcje czy realizować zaplanowane czynności konserwacyjne. 5S tworzy kulturę porządku i dyscypliny, która jest niezbędna do budowania zaufania do nowych procedur i angażowania pracowników w codzienne usprawnienia. To właśnie od tych prostych, ale fundamentalnych kroków zależy, czy cała konstrukcja TPM będzie stabilna i przyniesie oczekiwane rezultaty, czy też okaże się jedynie fasadą bez realnego wpływu na efektywność.
Główne cele TPM: Wizja "trzech zer" jako strategiczny kierunek dla firmy
Dążenie do "trzech zer" zero awarii, zero defektów i zero wypadków przy pracy to serce filozofii TPM. Zero awarii oznacza nieprzerwane działanie maszyn i minimalizację nieplanowanych przestojów, co bezpośrednio przekłada się na zwiększoną produktywność i terminowość dostaw. Zero defektów to gwarancja najwyższej jakości produkowanych wyrobów, redukcja kosztów związanych z brakami i reklamacjami oraz budowanie silnej pozycji rynkowej. Z kolei zero wypadków przy pracy to priorytet dla każdego odpowiedzialnego pracodawcy, zapewniający bezpieczeństwo i dobrostan pracowników, co jest nie tylko wymogiem prawnym, ale także kluczowym elementem budowania pozytywnego wizerunku firmy i motywacji zespołu. Realizacja tych celów jest strategicznym imperatywem, który wpływa na konkurencyjność, rentowność i długoterminowy rozwój przedsiębiorstwa.Filar 1: Autonomiczne Utrzymanie Ruchu – Zmień operatorów w pierwszą linię obrony przed awariami
Pierwszy filar TPM, znany jako Autonomiczne Utrzymanie Ruchu (Autonomous Maintenance), stanowi przełomowe podejście do odpowiedzialności za stan techniczny maszyn. Zamiast polegać wyłącznie na wyspecjalizowanym dziale utrzymania ruchu, TPM przenosi podstawowe czynności konserwacyjne takie jak czyszczenie, smarowanie, dokręcanie śrub czy proste inspekcje wizualne bezpośrednio na operatorów maszyn. Taka zmiana nie tylko odciąża dział UTR, ale przede wszystkim zwiększa świadomość operatorów na temat stanu technicznego ich stanowiska pracy. Operatorzy, będąc najbliżej maszyn, są w stanie najszybciej zauważyć subtelne zmiany, nietypowe dźwięki czy wycieki, które mogą sygnalizować nadchodzącą awarię. Wczesne wykrywanie tych nieprawidłowości pozwala na podjęcie działań zapobiegawczych, zanim problem narodzi się na dobre.
Na czym polega przekazanie odpowiedzialności za maszynę?
Przekazanie odpowiedzialności za maszynę operatorom to proces stopniowy, który wymaga odpowiedniego szkolenia i wsparcia. Zaczyna się od podstawowych czynności, takich jak utrzymanie czystości i porządku na stanowisku pracy, co jest elementem metody 5S. Następnie operatorzy uczą się rozpoznawać i zgłaszać anomalie, takie jak nietypowe hałasy, wibracje, zmiany temperatury czy wycieki. Kolejne etapy obejmują samodzielne wykonywanie prostych czynności konserwacyjnych, takich jak smarowanie punktów krytycznych, wymiana zużytych elementów eksploatacyjnych czy regulacja podstawowych parametrów. Kluczowe jest budowanie w operatorach poczucia własności i dumy z powierzonej im maszyny. Kiedy operatorzy czują się odpowiedzialni za stan techniczny swojego stanowiska, stają się jego najlepszymi "strażnikami", aktywnie dbając o jego sprawność i zapobiegając potencjalnym problemom.
Kluczowe działania: Od czyszczenia i inspekcji do wczesnego wykrywania anomalii
W ramach autonomicznego utrzymania ruchu operatorzy wykonują szereg kluczowych działań, które można podzielić na kilka kategorii:
- Czyszczenie (Shine): Regularne i dokładne czyszczenie maszyn i ich otoczenia. Pozwala to nie tylko utrzymać porządek, ale także ujawnić potencjalne wycieki, pęknięcia czy inne uszkodzenia.
- Inspekcja (Inspection): Codzienne oględziny maszyn w poszukiwaniu oznak zużycia, uszkodzeń, wycieków, luźnych połączeń czy nietypowych dźwięków.
- Smarowanie (Lubrication): Wykonywanie podstawowych czynności smarowania zgodnie z harmonogramem i instrukcjami.
- Proste naprawy i regulacje: Wymiana drobnych części eksploatacyjnych, dokręcanie śrub, regulacja podstawowych parametrów pracy maszyny.
- Monitorowanie parametrów: Obserwacja wskaźników pracy maszyny (temperatura, ciśnienie, wibracje) i reagowanie na odchylenia od normy.
- Zgłaszanie problemów: Szybkie i precyzyjne raportowanie wszelkich zaobserwowanych nieprawidłowości do działu utrzymania ruchu.
Jakie korzyści przynosi zaangażowanie operatorów w utrzymanie ruchu?
Zaangażowanie operatorów w proces utrzymania ruchu przynosi szereg wymiernych korzyści dla całej organizacji:
- Skrócenie czasu reakcji na usterki: Operatorzy jako pierwsi zauważają problemy, co pozwala na natychmiastowe podjęcie działań i zapobieganie poważniejszym awariom.
- Poprawa stanu technicznego maszyn: Regularne czyszczenie, smarowanie i proste inspekcje wykonywane przez operatorów utrzymują maszyny w lepszym stanie technicznym.
- Wzrost wiedzy technicznej operatorów: Poznając bliżej swoje maszyny, operatorzy zdobywają cenną wiedzę, która ułatwia im pracę i zwiększa ich wszechstronność.
- Zmniejszenie obciążenia działu utrzymania ruchu: Przejęcie przez operatorów prostych czynności pozwala specjalistom UTR skupić się na bardziej złożonych zadaniach diagnostycznych i naprawczych.
- Budowanie poczucia odpowiedzialności i zaangażowania: Operatorzy czują się bardziej związani z maszynami, za które są odpowiedzialni, co przekłada się na ich większe zaangażowanie w pracę.
- Wczesne wykrywanie problemów: Operatorzy są w stanie zauważyć subtelne sygnały ostrzegawcze, które mogłyby zostać przeoczone przez innych.
Filar 2: Planowe Utrzymanie Ruchu – Jak przewidywać awarie, zamiast na nie reagować?
Drugi filar TPM, Planowe Utrzymanie Ruchu (Planned Maintenance), stanowi strategiczne podejście do zapobiegania awariom i minimalizowania nieplanowanych przestojów. Koncentruje się on na systematycznym harmonogramowaniu działań konserwacyjnych w oparciu o analizę danych historycznych, przewidywany czas życia komponentów oraz informacje o wzorcach awaryjności. Celem jest proaktywne działanie identyfikowanie potencjalnych problemów i przeprowadzanie niezbędnych czynności serwisowych zanim dojdzie do awarii. To odejście od reaktywnego podejścia, gdzie interwencje następują dopiero po wystąpieniu usterki, na rzecz strategii, która zapewnia ciągłość produkcji i stabilność procesów.
Od prewencji do predykcji: Ewolucja strategii konserwacji
Historia utrzymania ruchu to ewolucja od reakcji do przewidywania. Początkowo dominowało podejście reaktywne naprawiaj, gdy się zepsuje. Następnie pojawiło się utrzymanie prewencyjne, polegające na regularnych przeglądach i wymianach części według ustalonego harmonogramu, często niezależnie od faktycznego stanu elementów. Planowe Utrzymanie Ruchu w ramach TPM idzie o krok dalej, wprowadzając elementy utrzymania predykcyjnego. Analizując dane z monitoringu maszyn (np. wibracji, temperatury, parametrów elektrycznych), można przewidzieć moment, w którym dany komponent zacznie wykazywać oznaki zużycia i zaplanować jego wymianę tuż przed wystąpieniem awarii. To pozwala na optymalizację kosztów i minimalizację przestojów, ponieważ wymiany dokonuje się tylko wtedy, gdy jest to rzeczywiście uzasadnione.
Tworzenie harmonogramów i planów przeglądów – praktyczne wskazówki
Skuteczne tworzenie harmonogramów i planów przeglądów wymaga systematycznego podejścia. Oto kilka praktycznych wskazówek:
- Analiza danych historycznych: Przejrzyj zapisy dotyczące poprzednich awarii, napraw i przeglądów. Zidentyfikuj najczęstsze problemy i ich przyczyny.
- Zalecenia producentów: Zapoznaj się z instrukcjami obsługi i konserwacji dostarczonymi przez producentów maszyn. Zawierają one cenne informacje o zalecanych interwałach serwisowych.
- Krytyczność maszyn: Oceń, jak duży wpływ na produkcję ma awaria poszczególnych maszyn. Maszyny o kluczowym znaczeniu powinny być objęte bardziej rygorystycznymi harmonogramami przeglądów.
- Rodzaj przeglądu: Zdefiniuj różne typy przeglądów od codziennych inspekcji operatorów, przez cotygodniowe i comiesięczne przeglądy techników, po roczne lub wieloletnie przeglądy generalne.
- Wykorzystanie oprogramowania: Rozważ zastosowanie systemów CMMS (Computerized Maintenance Management System) do zarządzania harmonogramami, zleceniami pracy i dokumentacją techniczną.
- Elastyczność: Harmonogramy powinny być elastyczne i uwzględniać możliwość modyfikacji w zależności od bieżącej sytuacji produkcyjnej i stanu maszyn.
- Dokumentacja: Każdy przegląd i naprawa powinny być dokładnie udokumentowane, aby tworzyć bazę wiedzy dla przyszłych działań.
Kluczowe wskaźniki sukcesu w planowym UR (MTBF, MTTR)
W planowym utrzymaniu ruchu kluczowe jest monitorowanie efektywności podejmowanych działań. Dwa najważniejsze wskaźniki to:
- MTBF (Mean Time Between Failures) Średni Czas Między Awariami: Jest to miara niezawodności sprzętu. Wyższy wskaźnik MTBF oznacza, że maszyna jest bardziej niezawodna i rzadziej ulega awariom. W kontekście planowego UR, celem jest zwiększanie tego wskaźnika poprzez skuteczne działania zapobiegawcze.
- MTTR (Mean Time To Repair) Średni Czas Naprawy: Określa, ile średnio czasu potrzeba na naprawę usterki i przywrócenie maszyny do pełnej sprawności. Niższy wskaźnik MTTR świadczy o efektywności działu utrzymania ruchu i szybkości reakcji. Planowe działania, takie jak dostępność części zamiennych i przygotowanie techników, przyczyniają się do redukcji MTTR.
Monitorowanie tych wskaźników pozwala ocenić, czy strategie planowego utrzymania ruchu przynoszą oczekiwane rezultaty i gdzie należy wprowadzić usprawnienia.
Filar 3: Utrzymanie Jakości – W jaki sposób stan maszyny wpływa na jakość produktu?
Trzeci filar TPM, Utrzymanie Jakości (Quality Maintenance), podkreśla fundamentalny związek między stanem technicznym maszyn a jakością produkowanych wyrobów. Często awarie, niedostateczne smarowanie, wibracje czy niewłaściwe parametry pracy maszyny prowadzą bezpośrednio do powstawania wadliwych produktów. Celem tego filaru jest identyfikacja i eliminacja wszystkich przyczyn źródłowych defektów, które są związane ze sprzętem. Chodzi o to, aby maszyny były zdolne do produkowania wyrobów zgodnych z założonymi specyfikacjami jakościowymi, bez konieczności dodatkowych procesów kontrolnych czy poprawek. To podejście proaktywne, które zapobiega powstawaniu wad u ich podstaw.
Identyfikacja i eliminacja przyczyn źródłowych defektów
Aby skutecznie eliminować defekty związane ze sprzętem, konieczne jest stosowanie metodycznych narzędzi diagnostycznych. Jedną z najskuteczniejszych technik jest analiza 5 Why (5 razy dlaczego), która polega na zadawaniu pytania "dlaczego?" wielokrotnie, aby dotrzeć do pierwotnej przyczyny problemu. Na przykład, jeśli produkt jest wadliwy, pytamy: "Dlaczego?". Odpowiedź może brzmieć: "Maszyna nie działała poprawnie". Pytamy dalej: "Dlaczego?". Odpowiedź: "Brakowało smarowania". Pytamy: "Dlaczego?". I tak dalej, aż dojdziemy do fundamentalnej przyczyny, np. "Niewłaściwy harmonogram smarowania" lub "Operator nie uzupełnił oleju". Po zidentyfikowaniu przyczyny źródłowej, można wdrożyć odpowiednie działania korygujące, takie jak zmiana procedur, szkolenie personelu czy modyfikacja parametrów maszyny.Jak połączyć działania utrzymania ruchu z celami działu jakości?
Synergia między działem utrzymania ruchu a działem kontroli jakości jest kluczowa dla osiągnięcia celu "zero defektów". Działy te powinny ściśle współpracować, wymieniając się informacjami i wspólnie analizując problemy. Na przykład, dział jakości może dostarczać danych o rodzajach i częstotliwości występowania defektów, podczas gdy dział utrzymania ruchu może badać, czy problemy te są związane ze stanem technicznym maszyn. Wspólne zespoły projektowe mogą analizować przyczyny wad, wykorzystując narzędzia takie jak Diagram Ishikawy czy 5 Why. Taka integracja działań pozwala na holistyczne podejście do problemu jakości, gdzie utrzymanie ruchu nie jest postrzegane jako osobna funkcja, ale jako integralna część systemu zapewniającego wysoką jakość produktu.
Zero defektów: Czy to realny cel dla Twojej produkcji?
Cel "zero defektów" może wydawać się ambitny, a dla niektórych firm wręcz nierealny. Jednak w kontekście TPM jest to cel strategiczny, do którego należy dążyć. Osiągnięcie go w 100% może być trudne, ale sama dążność do tego ideału mobilizuje do ciągłego doskonalenia i eliminacji wszelkich źródeł błędów. Aby zbliżyć się do tego celu, kluczowe jest:
- Zrozumienie przyczyn: Dokładne analizowanie każdego defektu i identyfikowanie jego pierwotnej przyczyny.
- Systematyczne działania: Wdrażanie trwałych rozwiązań korygujących i zapobiegawczych.
- Zaangażowanie wszystkich: Uświadamianie wszystkim pracownikom, że jakość jest wspólną odpowiedzialnością.
- Ciągłe doskonalenie: Nieustanne poszukiwanie możliwości usprawnienia procesów i parametrów maszyn.
- Inwestycje w technologię: Wykorzystanie nowoczesnych maszyn i narzędzi, które minimalizują ryzyko błędów.
Nawet jeśli całkowite wyeliminowanie defektów jest trudne, systematyczne działania w tym kierunku znacząco poprawiają jakość, redukują koszty i zwiększają satysfakcję klienta.
Filar 4: Ciągłe Doskonalenie (Kaizen) – Jak systematycznie eliminować straty w procesach?
Czwarty filar TPM, znany jako Ciągłe Doskonalenie lub Kaizen, kładzie nacisk na proaktywne i systematyczne rozwiązywanie problemów w interdyscyplinarnych zespołach. Filozofia Kaizen zakłada, że nawet niewielkie, ale regularne usprawnienia mogą prowadzić do znaczących rezultatów w dłuższej perspektywie. Celem tego filaru jest ciągła eliminacja wszelkich rodzajów strat (tzw. muda) w procesach produkcyjnych i administracyjnych, co bezpośrednio przekłada się na poprawę kluczowych wskaźników efektywności, takich jak OEE (Overall Equipment Effectiveness). Działania Kaizen angażują pracowników na wszystkich szczeblach, tworząc kulturę ciągłego poszukiwania lepszych sposobów wykonywania pracy.
Rola zespołów interdyscyplinarnych w rozwiązywaniu problemów
W ramach Kaizen, kluczową rolę odgrywają zespoły interdyscyplinarne, składające się z przedstawicieli różnych działów produkcji, utrzymania ruchu, jakości, inżynierii, a czasem nawet logistyki czy planowania. Taka różnorodność perspektyw jest niezwykle cenna, ponieważ pozwala na spojrzenie na problem z wielu punktów widzenia i uwzględnienie jego wpływu na różne aspekty działalności firmy. Zespoły te identyfikują problemy, analizują ich przyczyny, generują pomysły na usprawnienia i wdrażają je w życie. Współpraca między działami przełamuje bariery komunikacyjne i buduje wzajemne zrozumienie, co jest niezbędne do skutecznego wdrażania zmian w całej organizacji.
Metody i narzędzia wspierające Kaizen (np. Diagram Ishikawy, 5 Why)
Proces ciągłego doskonalenia jest wspierany przez szereg sprawdzonych metod i narzędzi, które pomagają w systematycznym rozwiązywaniu problemów:
- Diagram Ishikawy (rybia ość): Narzędzie graficzne służące do identyfikacji i kategoryzacji potencjalnych przyczyn problemu. Pomaga w analizie, jakie czynniki (np. ludzie, maszyny, metody, materiały, środowisko) mogą wpływać na daną sytuację.
- Technika 5 Why: Jak wspomniano wcześniej, polega na wielokrotnym zadawaniu pytania "dlaczego?", aby dotrzeć do pierwotnej przyczyny problemu.
- Burza mózgów (Brainstorming): Metoda generowania dużej liczby pomysłów w krótkim czasie, bez krytyki na etapie ich powstawania.
- Analiza Pareto (zasada 80/20): Pozwala zidentyfikować te przyczyny problemów lub rodzaje strat, które odpowiadają za największą część negatywnych skutków, umożliwiając priorytetyzację działań.
- Standaryzacja pracy: Opracowywanie i wdrażanie najlepszych, sprawdzonych metod wykonywania zadań, aby zapewnić powtarzalność i eliminować zmienność.
- Karty usprawnień (Improvement Cards): Proste formularze, które pracownicy mogą wypełniać, zgłaszając swoje pomysły na usprawnienia.
Jak Kaizen wpływa na wzrost wskaźnika OEE?
Działania ciągłego doskonalenia mają bezpośredni i pozytywny wpływ na wzrost wskaźnika OEE (Overall Equipment Effectiveness). OEE jest iloczynem trzech składowych: dostępności, wydajności i jakości. Kaizen przyczynia się do poprawy każdej z nich:
- Dostępność: Eliminując przyczyny nieplanowanych przestojów (np. awarie, problemy z dostawami materiałów, oczekiwanie na narzędzia), Kaizen zwiększa czas, w którym maszyna jest faktycznie dostępna do produkcji.
- Wydajność: Usprawniając procesy, redukując cykle produkcyjne, eliminując drobne przestoje (np. związane z przezbrojeniem maszyny) i optymalizując parametry pracy, Kaizen zwiększa rzeczywistą wydajność maszyny w stosunku do jej teoretycznej zdolności.
- Jakość: Identyfikując i eliminując przyczyny wad produkcyjnych, Kaizen minimalizuje liczbę braków i odpadów, zwiększając odsetek produktów spełniających normy jakościowe.
Poprzez systematyczne eliminowanie strat, Kaizen sprawia, że maszyny pracują dłużej, szybciej i wytwarzają lepsze produkty, co bezpośrednio przekłada się na wyższy wskaźnik OEE.
Filar 5: Wczesne Zarządzanie Sprzętem – Jak projektować maszyny bez wad fabrycznych?
Piąty filar TPM, Wczesne Zarządzanie Sprzętem (Early Equipment Management), koncentruje się na wykorzystaniu zdobytej wiedzy i doświadczenia z eksploatacji istniejących maszyn do projektowania, zakupu i instalacji nowego sprzętu. Celem jest zapewnienie, że nowe maszyny będą od samego początku łatwiejsze w obsłudze, prostsze w konserwacji i bardziej niezawodne. Zamiast popełniać te same błędy przy każdym zakupie nowego wyposażenia, ten filar TPM promuje podejście oparte na nauce i ciągłym doskonaleniu w fazie inwestycji w park maszynowy. Chodzi o to, aby nowe maszyny były "projektowane pod kątem niezawodności" i "projektowane pod kątem łatwości utrzymania ruchu" (Design for Reliability and Maintainability).
Wykorzystanie dotychczasowej wiedzy przy zakupie i instalacji nowych maszyn
Doświadczenie zdobyte podczas eksploatacji maszyn jest bezcennym źródłem informacji. Przed zakupem nowego sprzętu, firmy powinny analizować, jakie problemy występowały z ich obecnymi maszynami. Czy były trudne w obsłudze? Czy dostęp do punktów smarowania był utrudniony? Czy częste były awarie konkretnych komponentów? Czy proces przezbrojenia był czasochłonny? Ta wiedza powinna być wykorzystana do tworzenia specyfikacji technicznych dla nowych maszyn. Dostawcy powinni być zobowiązani do uwzględnienia tych wymagań, a zespoły projektowe powinny ściśle współpracować z nimi na etapie projektowania i testowania prototypów. Również proces instalacji powinien być dokładnie zaplanowany, aby zapewnić prawidłowe uruchomienie i kalibrację.
Projektowanie pod kątem łatwości obsługi i konserwacji (Design for Maintainability)
"Design for Maintainability" to koncepcja, która zakłada uwzględnienie potrzeb związanych z obsługą i konserwacją już na etapie projektowania maszyny. Oznacza to między innymi:
- Łatwy dostęp do komponentów: Projektowanie maszyn w taki sposób, aby wszystkie części wymagające regularnej konserwacji lub wymiany były łatwo dostępne, bez konieczności demontażu innych elementów.
- Standaryzacja części: Wykorzystywanie standardowych, łatwo dostępnych części zamiennych, zamiast niestandardowych rozwiązań.
- Proste procedury: Projektowanie maszyn w taki sposób, aby ich obsługa i podstawowe czynności konserwacyjne były intuicyjne i nie wymagały specjalistycznej wiedzy.
- Zintegrowane systemy diagnostyczne: Wbudowane czujniki i systemy monitorowania, które ułatwiają diagnozowanie problemów i przewidywanie awarii.
- Ergonomia: Projektowanie stanowisk pracy operatorów i techników z uwzględnieniem zasad ergonomii, aby zapewnić bezpieczeństwo i komfort pracy.
Korzyści z wczesnego zarządzania: Krótszy rozruch i wyższa niezawodność
Wdrożenie zasad wczesnego zarządzania sprzętem przynosi szereg istotnych korzyści:
- Krótszy czas rozruchu: Maszyny zaprojektowane z myślą o łatwości obsługi i konserwacji wymagają mniej czasu na wdrożenie i osiągnięcie pełnej wydajności.
- Wyższa niezawodność: Uwzględnienie doświadczeń z eksploatacji i zastosowanie zasad "Design for Reliability" prowadzi do budowy maszyn, które rzadziej ulegają awariom.
- Niższe koszty eksploatacji: Łatwiejsza konserwacja i mniejsza liczba awarii oznaczają niższe koszty związane z częściami zamiennymi, pracą serwisu i przestojami.
- Zwiększone bezpieczeństwo: Projektowanie z myślą o ergonomii i łatwości obsługi minimalizuje ryzyko wypadków przy pracy.
- Lepsze wykorzystanie zasobów: Maszyny, które działają efektywniej i rzadziej się psują, pozwalają na lepsze wykorzystanie zasobów produkcyjnych.
Filar 6: Edukacja i Szkolenia – Jak budować kompetencje niezbędne do sukcesu TPM?
Szósty filar TPM, Edukacja i Szkolenia (Education & Training), podkreśla kluczową rolę rozwoju kompetencji pracowników na wszystkich poziomach organizacji. Skuteczne wdrożenie i utrzymanie zasad TPM wymaga od ludzi posiadania odpowiedniej wiedzy, umiejętności i postaw. Ten filar skupia się na podnoszeniu kwalifikacji od operatorów maszyn, przez techników utrzymania ruchu, po menedżerów aby wszyscy byli wyposażeni w narzędzia niezbędne do aktywnego udziału w procesach TPM. Inwestycja w wiedzę pracowników jest fundamentalna dla długoterminowego sukcesu i budowania kultury ciągłego doskonalenia.
Tworzenie matrycy kompetencji dla operatorów i techników
Matryca kompetencji to narzędzie, które pomaga w systematycznym zarządzaniu rozwojem pracowników. Polega na stworzeniu tabeli, w której dla każdego stanowiska (np. operator maszyny X, technik UTR) określa się zestaw kluczowych kompetencji (wiedza teoretyczna, umiejętności praktyczne, postawy). Następnie ocenia się aktualny poziom posiadania tych kompetencji przez każdego pracownika. Identyfikacja luk między pożądanym a aktualnym poziomem pozwala na zaplanowanie spersonalizowanych ścieżek rozwoju i szkoleń. Dla operatorów może to oznaczać naukę podstawowych czynności konserwacyjnych, a dla techników zgłębianie zaawansowanych technik diagnostycznych czy obsługi nowego oprogramowania.
Praktyczne metody szkoleniowe: Od warsztatów po instruktaże stanowiskowe
W kontekście TPM, efektywne szkolenia powinny być praktyczne i dostosowane do specyfiki pracy. Oto kilka sprawdzonych metod:
- Szkolenia "on-the-job": Nauka poprzez wykonywanie zadań pod nadzorem doświadczonego pracownika lub instruktora. Jest to szczególnie efektywne w przypadku nauki czynności konserwacyjnych i obsługi maszyn.
- Warsztaty praktyczne: Sesje, podczas których pracownicy mogą ćwiczyć konkretne umiejętności w kontrolowanych warunkach, np. warsztaty z obsługi narzędzi diagnostycznych czy procedur naprawczych.
- Instruktaże stanowiskowe: Krótkie, skoncentrowane szkolenia dotyczące konkretnych zadań, maszyn lub procedur, często przeprowadzane bezpośrednio na stanowisku pracy.
- Studia przypadków: Analiza rzeczywistych problemów i ich rozwiązań, co pozwala pracownikom zrozumieć praktyczne zastosowanie wiedzy.
- E-learning: Wykorzystanie platform internetowych do przekazywania wiedzy teoretycznej, co pozwala na elastyczne tempo nauki.
- Rotacja stanowisk: Pozwala pracownikom zdobyć szersze spojrzenie na proces produkcyjny i zrozumieć zależności między różnymi etapami.
Dlaczego inwestycja w wiedzę pracowników jest kluczowa?
Inwestycja w wiedzę i umiejętności pracowników jest jednym z najważniejszych czynników sukcesu wdrożenia TPM. Pracownicy posiadający odpowiednie kompetencje są bardziej pewni siebie, efektywniej wykonują swoje zadania i są w stanie samodzielnie rozwiązywać wiele problemów. Zwiększona wiedza techniczna przekłada się na lepsze zrozumienie działania maszyn, co prowadzi do ich bardziej świadomej obsługi i konserwacji. Ponadto, pracownicy, którzy czują, że firma inwestuje w ich rozwój, są bardziej zaangażowani i lojalni. Kultura uczenia się i ciągłego doskonalenia, budowana poprzez systematyczne szkolenia, jest fundamentem długoterminowej przewagi konkurencyjnej firmy.
Filar 7: Bezpieczeństwo, Zdrowie i Środowisko – Jak stworzyć bezwypadkowe miejsce pracy?
Siódmy filar TPM, Bezpieczeństwo, Zdrowie i Środowisko (Safety, Health & Environment SHE), integruje cele związane z ochroną pracowników i środowiska naturalnego z ogólnymi zasadami TPM. Dążenie do "trzech zer" obejmuje również cel "zero wypadków przy pracy". Ten filar podkreśla, że efektywność produkcji nie może być osiągana kosztem bezpieczeństwa ludzi czy degradacji środowiska. Celem jest stworzenie miejsca pracy, które jest nie tylko produktywne, ale także bezpieczne, zdrowe i przyjazne dla otoczenia. Integracja zasad BHP z codziennymi czynnościami utrzymania ruchu i produkcji jest kluczowa dla osiągnięcia tego celu.
Integracja zasad BHP z codziennymi czynnościami utrzymania ruchu
Zasady Bezpieczeństwa i Higieny Pracy (BHP) powinny być naturalnie wplecione w codzienne działania związane z utrzymaniem ruchu. Oznacza to, że przed przystąpieniem do jakiejkolwiek pracy, zwłaszcza przy maszynach, należy przeprowadzić ocenę ryzyka. Należy upewnić się, że maszyna jest odłączona od zasilania (procedura LOTO Lockout/Tagout), że pracownicy posiadają odpowiednie środki ochrony indywidualnej (kaski, okulary, rękawice, obuwie ochronne), a teren pracy jest odpowiednio zabezpieczony. Szkolenia BHP powinny być regularne i obejmować specyficzne zagrożenia związane z danym stanowiskiem i maszynami. Działania konserwacyjne powinny być planowane tak, aby minimalizować ekspozycję pracowników na niebezpieczne czynniki.
Identyfikacja zagrożeń i proaktywne zarządzanie ryzykiem
Kluczem do stworzenia bezpiecznego miejsca pracy jest proaktywne podejście do zarządzania ryzykiem. Obejmuje ono:
- Identyfikacja zagrożeń: Regularne przeglądy stanowisk pracy, analizy potencjalnych niebezpieczeństw (np. ruchome części maszyn, wysokie temperatury, substancje chemiczne, ryzyko upadku).
- Ocena ryzyka: Określenie prawdopodobieństwa wystąpienia zagrożenia i potencjalnych konsekwencji.
- Wdrażanie środków kontroli: Stosowanie hierarchii kontroli ryzyka eliminacja zagrożenia, substytucja (zastąpienie niebezpiecznego czynnika mniej niebezpiecznym), środki techniczne (np. osłony maszyn), środki organizacyjne (np. procedury, szkolenia) i na końcu środki ochrony indywidualnej.
- Monitorowanie i przegląd: Ciągłe monitorowanie skuteczności wdrożonych środków kontroli i regularny przegląd oceny ryzyka, zwłaszcza po wystąpieniu incydentów lub zmian w procesach.
Celem jest nie tylko reagowanie na wypadki, ale przede wszystkim zapobieganie im, zanim dojdzie do sytuacji kryzysowej.
Jak TPM przyczynia się do zrównoważonego rozwoju?
Wdrożenie zasad TPM, szczególnie poprzez filary takie jak Ciągłe Doskonalenie, Utrzymanie Jakości i Bezpieczeństwo, Zdrowie i Środowisko, ma znaczący pozytywny wpływ na zrównoważony rozwój firmy. Redukcja awarii i przestojów oznacza mniejsze zużycie energii i surowców na jednostkę produkcji. Eliminacja wad i odpadów minimalizuje ilość generowanych śmieci i potrzebę ponownego przetwarzania materiałów. Optymalizacja procesów może prowadzić do zmniejszenia emisji zanieczyszczeń. Dbałość o bezpieczeństwo i zdrowie pracowników buduje pozytywny wizerunek firmy jako odpowiedzialnego pracodawcy. W szerszym kontekście, firmy stosujące TPM często stają się bardziej efektywne energetycznie i materiałowo, co jest zgodne z globalnymi celami zrównoważonego rozwoju.
Filar 8: TPM w Administracji – Dlaczego optymalizacja musi wyjść poza halę produkcyjną?
Ósmy filar TPM, znany jako TPM w Administracji (Office TPM), jest kluczowy dla pełnego sukcesu tej metodologii. Rozszerza on zasady TPM poza tradycyjną halę produkcyjną, obejmując działy wspierające produkcję, takie jak logistyka, planowanie, zakupy, finanse, HR czy nawet dział IT. Celem jest eliminacja strat i usprawnienie procesów biurowych, które, choć nie są bezpośrednio związane z produkcją fizyczną, mają ogromny wpływ na jej efektywność. Nadmierna biurokracja, opóźnienia w obiegu dokumentów, błędy w zamówieniach czy nieefektywna komunikacja mogą generować znaczące straty i zakłócać płynność produkcji.Identyfikacja strat w procesach biurowych i logistycznych
W procesach administracyjnych i logistycznych można zidentyfikować wiele rodzajów strat, podobnych do tych występujących na produkcji, choć w innej formie. Należą do nich m.in.:
- Nadmierna biurokracja: Zbyt skomplikowane procedury, nadmiar dokumentacji, niepotrzebne formalności.
- Opóźnienia: Długi czas oczekiwania na decyzje, akceptacje, informacje, co spowalnia realizację zadań.
- Błędy: Pomyłki w zamówieniach, fakturach, danych, które generują koszty poprawek i opóźnień.
- Nadmierne zapasy: Zbyt duże ilości materiałów biurowych, części zamiennych czy produktów w magazynie.
- Nieefektywna komunikacja: Brak jasności, nieporozumienia, utrata informacji.
- Marnotrawstwo czasu: Czas poświęcony na poszukiwanie informacji, zbędne spotkania, oczekiwanie.
Identyfikacja tych strat wymaga analizy przepływu pracy, mapowania procesów i rozmów z pracownikami działów wsparcia.
Przykłady zastosowania zasad TPM w działach wsparcia
Zasady TPM można skutecznie zastosować w działach wsparcia, przynosząc wymierne korzyści:
- 5S w biurze: Uporządkowanie przestrzeni biurowej, archiwów, szafek z dokumentami, co ułatwia odnajdywanie potrzebnych informacji i usprawnia pracę.
- Standaryzacja procesów: Opracowanie jasnych, zwięzłych procedur dla kluczowych procesów administracyjnych (np. proces zamawiania, proces akceptacji faktur), co minimalizuje błędy i przyspiesza realizację.
- Kaizen w administracji: Tworzenie zespołów projektowych do rozwiązywania problemów specyficznych dla działów wsparcia, np. usprawnienie procesu obiegu dokumentów, optymalizacja systemu zarządzania zapasami.
- Automatyzacja: Wdrożenie narzędzi informatycznych (np. systemy ERP, CRM, narzędzia do zarządzania projektami) do automatyzacji powtarzalnych zadań i poprawy przepływu informacji.
- Szkolenia: Podnoszenie kompetencji pracowników administracyjnych w zakresie efektywnego zarządzania czasem, komunikacji czy obsługi systemów informatycznych.
Jak usprawnienie administracji wpływa na całą organizację?
Optymalizacja procesów administracyjnych ma dalekosiężne pozytywne skutki dla całej organizacji. Szybszy obieg dokumentów i informacji oznacza, że decyzje podejmowane są sprawniej, co przyspiesza realizację projektów i reakcję na potrzeby rynku. Poprawa jakości zamówień i planowania dostaw redukuje ryzyko braków materiałowych na produkcji i minimalizuje koszty związane z nadmiernymi zapasami. Lepsze wsparcie ze strony działu HR czy finansów wpływa na morale pracowników i stabilność finansową firmy. Ostatecznie, usprawnienie administracji prowadzi do lepszej koordynacji działań, redukcji kosztów pośrednich i ogólnej poprawy efektywności operacyjnej, co wzmacnia konkurencyjność całej organizacji.
Synergia filarów: Dlaczego sukces TPM zależy od kompleksowego wdrożenia?
Sukces Total Productive Maintenance nie wynika z wdrożenia pojedynczych, izolowanych działań, ale z synergii i kompleksowego podejścia obejmującego wszystkie osiem filarów. Każdy filar wzajemnie się uzupełnia i wzmacnia pozostałe, tworząc spójny, holistyczny system zarządzania. Na przykład, Autonomiczne Utrzymanie Ruchu dostarcza danych i wczesnych sygnałów o problemach, które są następnie analizowane w ramach Planowego Utrzymania Ruchu i Ciągłego Doskonalenia. Utrzymanie Jakości opiera się na sprawności maszyn, zapewnianej przez pozostałe filary. Edukacja i Szkolenia są niezbędne do skutecznego wdrożenia wszystkich pozostałych filarów. Wreszcie, TPM w Administracji zapewnia wsparcie dla działań na hali produkcyjnej. Dopiero połączenie tych elementów tworzy potężne narzędzie do osiągania doskonałości operacyjnej.
Jak mierzyć skuteczność TPM? Rola wskaźnika OEE
Kluczowym miernikiem postępów i skuteczności wdrożenia TPM jest wskaźnik Całkowitej Efektywności Wyposażenia (OEE Overall Equipment Effectiveness). OEE jest iloczynem trzech kluczowych składowych, które odzwierciedlają efektywność wykorzystania maszyn:
- Dostępność (Availability): Mierzy, jaki procent planowanego czasu pracy maszyna była faktycznie dostępna do produkcji. Uwzględnia ona nieplanowane przestoje spowodowane awariami, brakiem materiałów czy innymi problemami. Wskaźnik ten jest bezpośrednio poprawiany przez filary takie jak Autonomiczne i Planowe Utrzymanie Ruchu.
- Wydajność (Performance): Określa, jak efektywnie maszyna pracowała w czasie, gdy była dostępna. Uwzględnia ona drobne przestoje, zmniejszoną prędkość pracy czy problemy z cyklem produkcyjnym. Poprawę wydajności przynosi Ciągłe Doskonalenie oraz Wczesne Zarządzanie Sprzętem.
- Jakość (Quality): Mierzy odsetek wyprodukowanych detali, które spełniają normy jakościowe, w stosunku do całkowitej liczby wyprodukowanych detali. Jest to bezpośredni rezultat działań w ramach filaru Utrzymania Jakości.
Wysoki wskaźnik OEE świadczy o tym, że maszyny są niezawodne, pracują z optymalną prędkością i produkują wyroby wysokiej jakości. Regularne monitorowanie OEE pozwala ocenić postępy we wdrażaniu TPM i zidentyfikować obszary wymagające dalszych usprawnień.
Przeczytaj również: Problem solving - najważniejsza umiejętność? Definicja i metody
Najczęstsze wyzwania we wdrożeniu TPM i jak sobie z nimi radzić
Wdrożenie TPM, choć przynosi ogromne korzyści, wiąże się również z wyzwaniami. Oto niektóre z najczęstszych i sposoby radzenia sobie z nimi:
- Opór pracowników wobec zmian: Pracownicy mogą obawiać się nowych obowiązków lub zmian w sposobie pracy. Rozwiązanie: Kluczowe jest jasne komunikowanie celów TPM, podkreślanie korzyści dla wszystkich, angażowanie pracowników w proces decyzyjny i zapewnienie odpowiednich szkoleń.
- Brak zaangażowania kadry zarządzającej: Bez silnego wsparcia ze strony najwyższego kierownictwa, inicjatywa TPM może szybko stracić impet. Rozwiązanie: Kadra zarządzająca musi być aktywnym promotorem TPM, osobiście angażować się w działania i konsekwentnie wspierać zespół wdrożeniowy.
- Niewystarczające szkolenia: Brak odpowiedniej wiedzy i umiejętności może prowadzić do frustracji i błędów. Rozwiązanie: Należy opracować kompleksowy plan szkoleń, dostosowany do potrzeb poszczególnych grup pracowników, i zapewnić ciągły rozwój kompetencji.
- Trudności w mierzeniu postępów: Brak jasnych wskaźników efektywności może utrudniać ocenę skuteczności działań. Rozwiązanie: Skupienie się na kluczowych wskaźnikach, takich jak OEE, MTBF, MTTR, oraz regularne monitorowanie i analiza danych.
- Ograniczone zasoby (czas, budżet): Wdrożenie TPM wymaga inwestycji. Rozwiązanie: Należy przedstawić biznesplan pokazujący zwrot z inwestycji (ROI) i stopniowo wdrażać kolejne etapy, koncentrując się na obszarach przynoszących największe korzyści.
- Brak dyscypliny w utrzymaniu standardów: Szczególnie w kontekście 5S i procedur. Rozwiązanie: Regularne audyty, wizualne zarządzanie i budowanie kultury odpowiedzialności za utrzymanie ustalonych standardów.